Acerca de la inspección de soldadura
Una tarea multidiciplinar
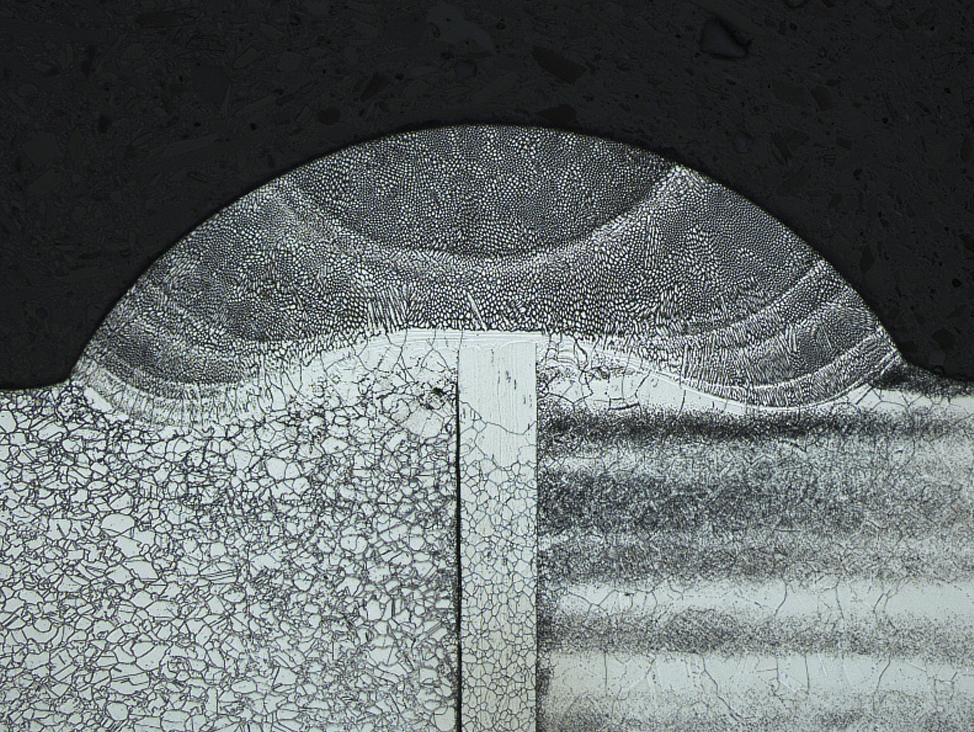
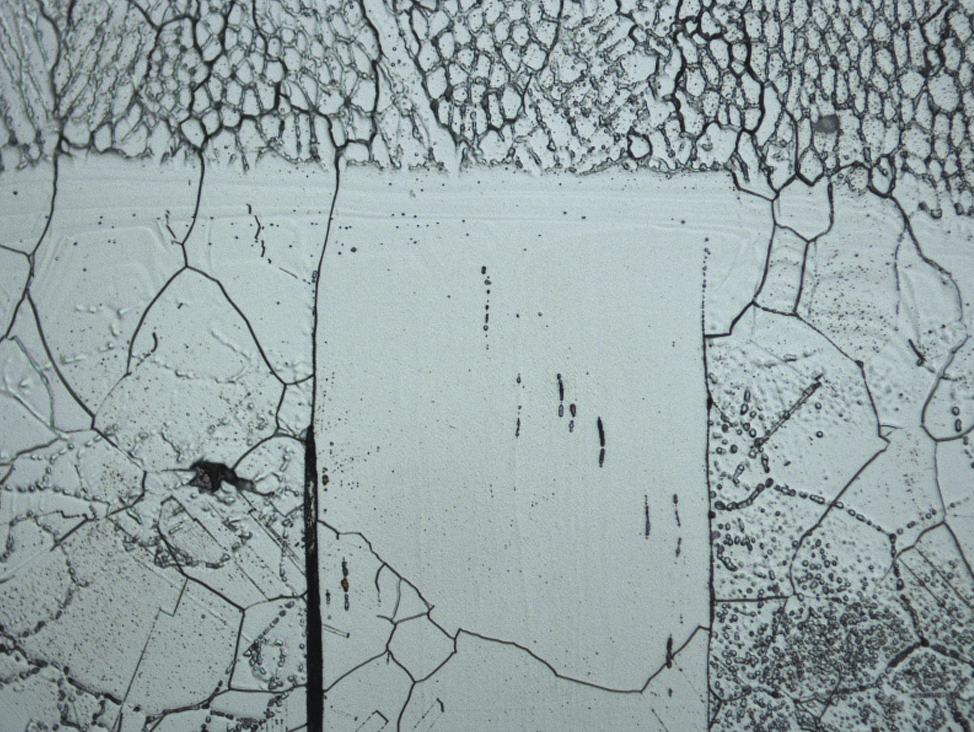
La inspección de soldadura es una tarea multidisciplinar que comprende múltiples y diversas técnicas y objetivos. En esta sección se describe el examen de secciones cortadas para características geométricas, dureza o microestructura.
Descarga la nota de aplicación sobre soldaduras