Production de fixations et technologie de fixation
Les fixations métalliques simples non filetées, telles que les broches et les tiges, sont l’une des plus anciennes technologies de fixation. Les rivets filetés, les vis et les boulons sont arrivés plus tard et ont d’abord été fabriqués à partir de métaux précieux.
L’un des plus grands développements dans la technologie des fixations a été l’arrivée de métaux ductiles capables de résister à la pression liée à la compression et au laminage. À ce stade, le formage à froid a été adopté pour la production de masse de fixations métalliques. Aujourd’hui, le formage sans copeaux (laminage) est largement utilisé, tantôt par compression à froid, tantôt par compression à chaud.
Formage à froid de fixations métalliques La compression à froid est de loin la méthode la plus courante pour produire des fixations métalliques. Un câble continu est introduit dans une presse à filer. Une matrice est ensuite utilisée pour comprimer le fil et réduire son diamètre, jusqu’à ce que la forme correcte soit formée. Les filetages sont formés par laminage à froid. Dans certains cas, une trempe par induction est utilisée pour augmenter la dureté du support de la fixation métallique.
- Pour les fixations en acier de haute qualité, différents traitements thermiques sont utilisés pour obtenir des propriétés spécifiques du matériau.
- Les aciers à faible teneur en carbone sont carburés pour créer un support dur avec un centre souple et ductile.
- Les aciers au carbone sont durcis et trempés.
- Des vis de construction de très haute qualité peuvent être usinées après formage initial pour obtenir des formes, des tolérances et des supports spécifiques.
Formage à chaud de fixations métalliques Le formage à chaud peut toujours être utilisé pour des boulons métalliques de très grande taille ou de forme complexe.
Protection anticorrosion des fixations métalliques Pour une meilleure protection contre la corrosion, les fixations peuvent être enduites de manganèse, de zinc ou de phosphate de fer, puis huilées. Si une meilleure protection contre la corrosion est nécessaire, les fixations métalliques peuvent être galvanisées avec un placage au zinc et au cadmium ou au chrome, ou un dépôt en phase vapeur recouvert de cadmium et d’aluminium.
En savoir plus Pour obtenir une description détaillée des différents processus et technologies impliqués dans la production de fixations métalliques,
téléchargez la note d’application complète.
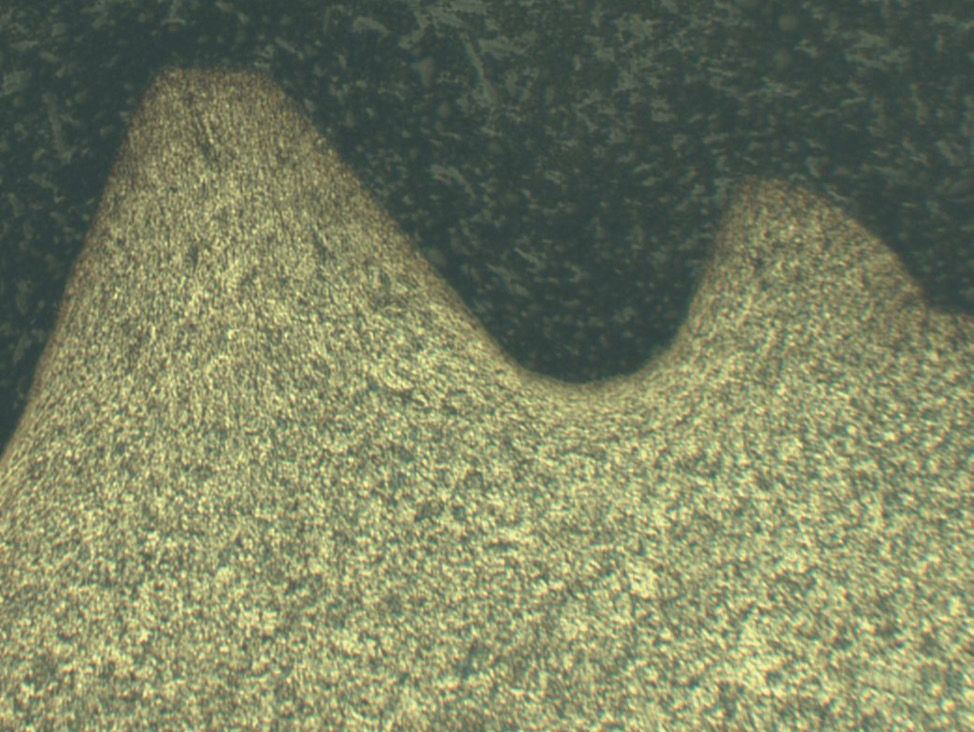
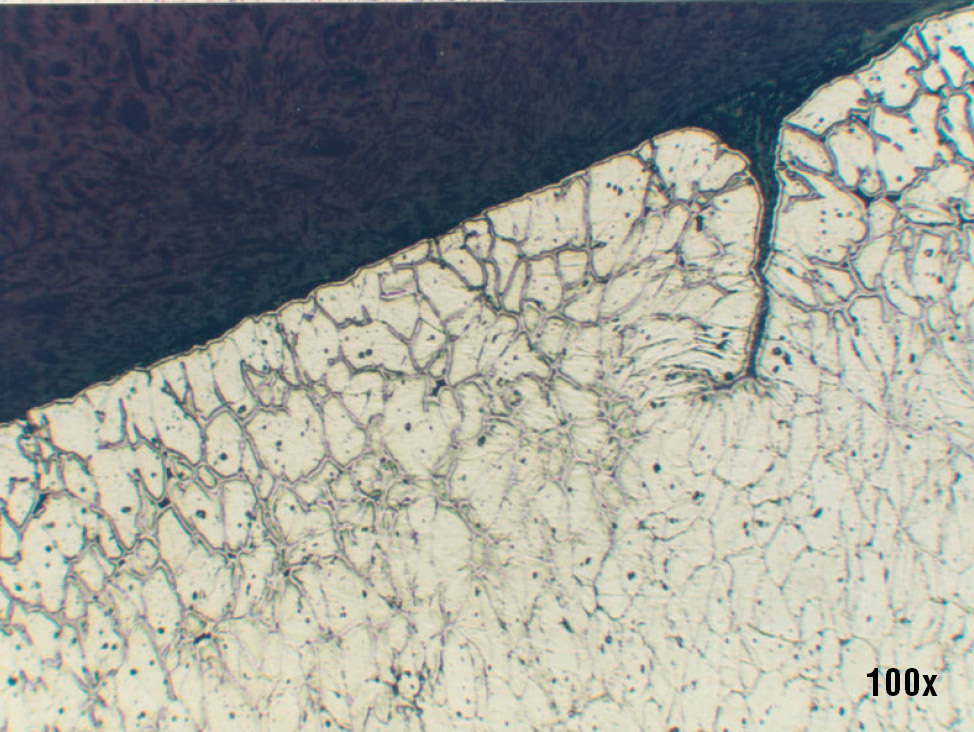
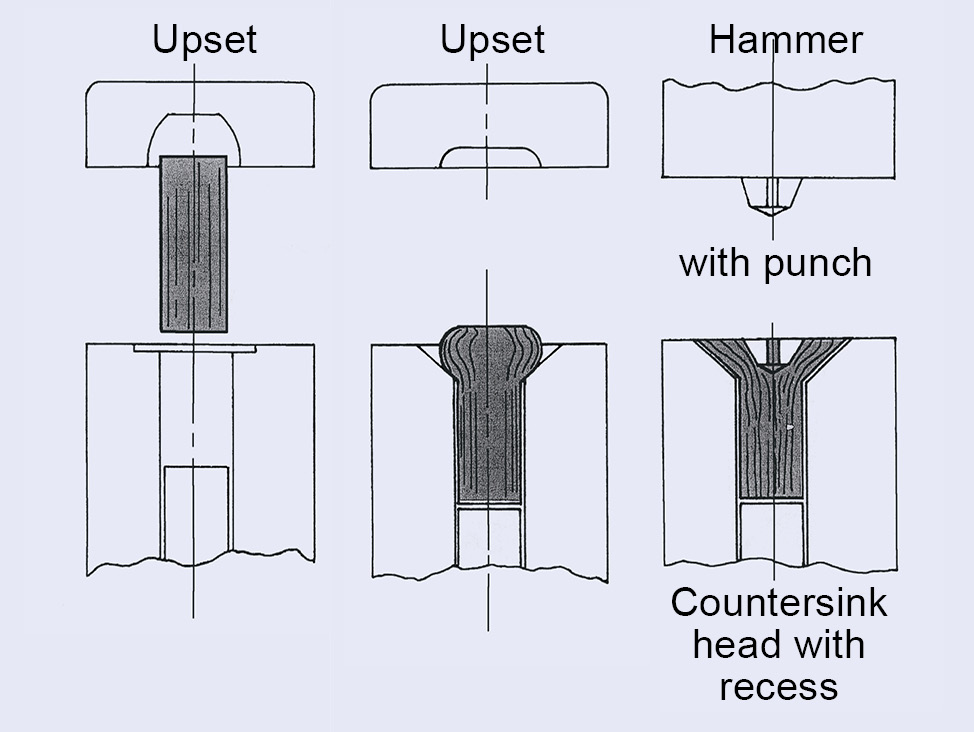 Fig. 3 : La frappe à froid est une opération de base au cours de laquelle le fil machine rond est formé dans la forme requise, toujours à froid. L’opération doit conserver la continuité des grains pour garantir l’intégrité totale de la fixation métallique.
Fig. 3 : La frappe à froid est une opération de base au cours de laquelle le fil machine rond est formé dans la forme requise, toujours à froid. L’opération doit conserver la continuité des grains pour garantir l’intégrité totale de la fixation métallique. 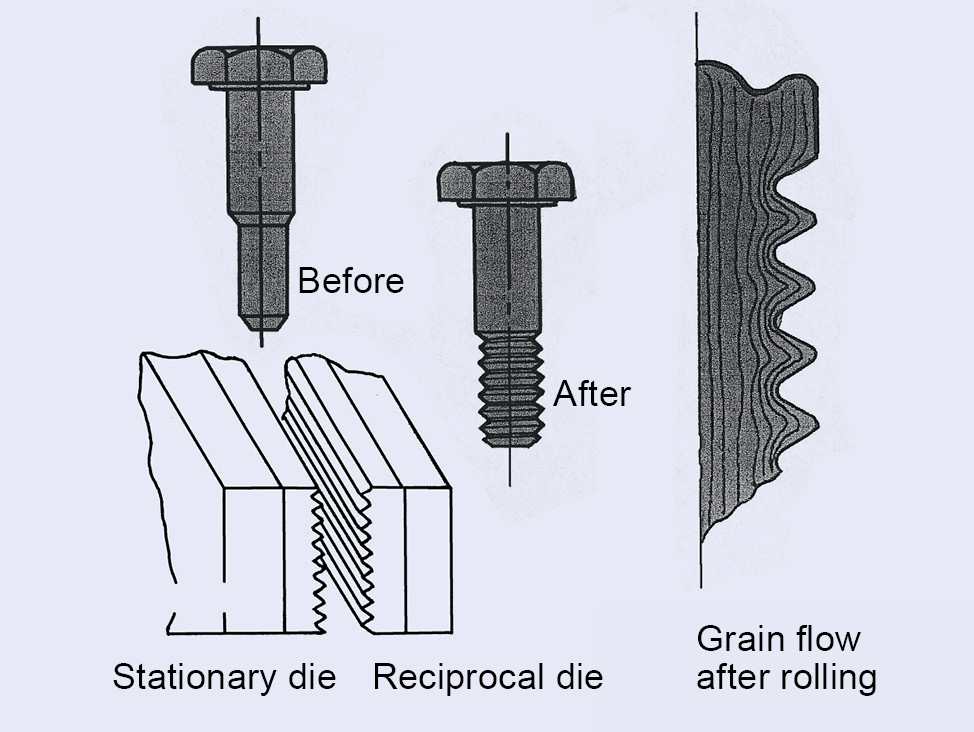
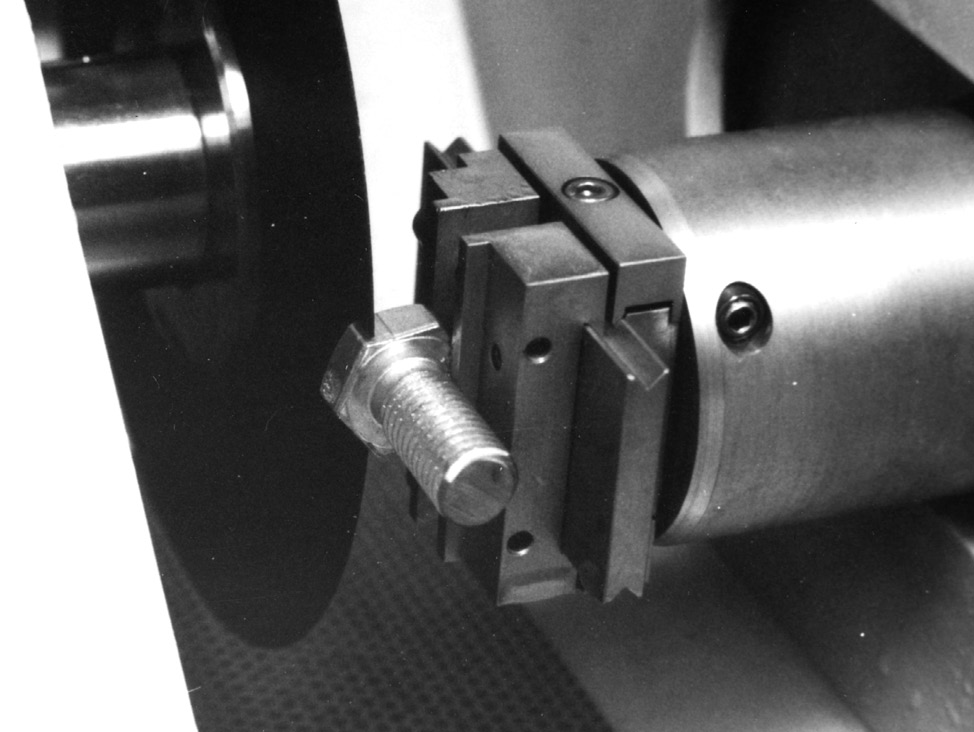
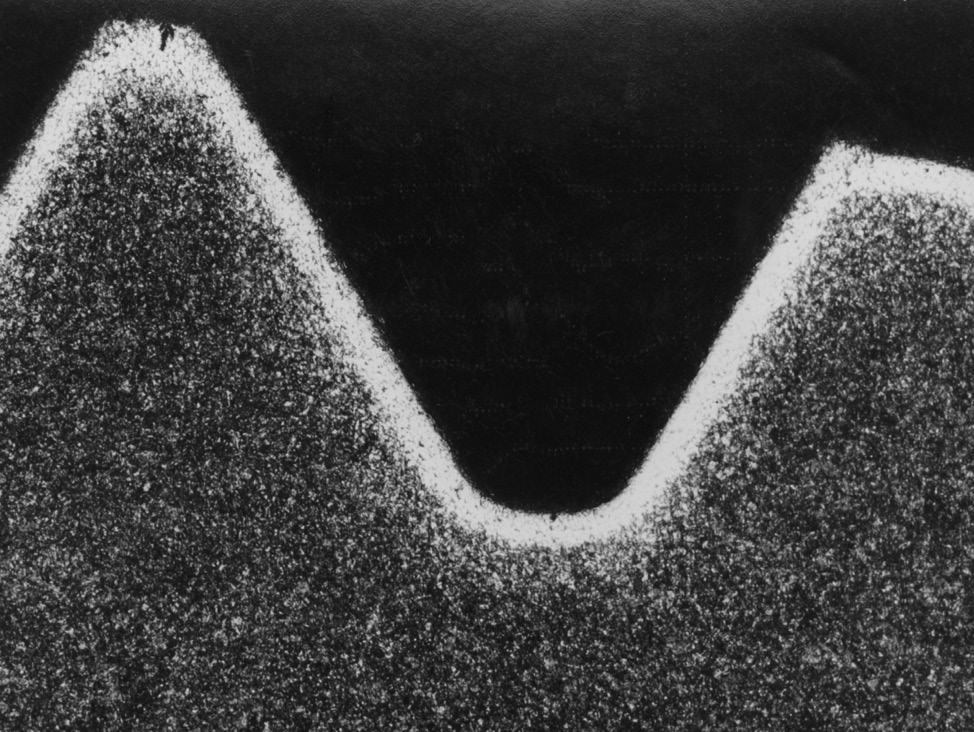
Fig. 4 : Lors du laminage de filets, une découpe est laminée entre deux matrices plates avec des rainures parallèles précises. Tant à froid qu'à chaud, les filetages laminés sont résistants et lisses, et aucun matériau n’est gaspillé.