熱化学窒化工程
窒化処理には 3 つの一般的な方法があります。選択した方法、最終的な窒化処理部品の具体的な用途によって異なります。
窒化処理について、以下に簡単に説明します。工程の詳細と、それぞれが窒化処理された構成部品または部品の特性に与える影響については、
アプリケーションノート全文をダウンロードしてください。
塩浴軟窒化処理 予熱後、部品をアルカリシアン酸塩とアルカリ炭酸塩からなる塩浴に沈めます。酸化・熱反応により、アルカリシアン酸塩は窒素と炭素を放出し、金属の表面に拡散します。
塩浴軟窒化後、構成部品は酸化塩浴中で焼入れされます。これにより、化合物層の孔を満たし、さらなる腐食保護を提供する黒酸化鉄(Fe
3O
4)が生成されます。
- 典型的用途 ピストンロッド、カムシャフト、ギアなどの自動車産業向け部品、ならびに航空機、オフショア、機械工学産業で使用される部品。
ガス窒化およびガス軟窒化 ガス窒化では、部品は密封式のベル型窒化炉に配置されます。窒化温度に達すると、アンモニアが炉に入れられます。アンモニアは金属と反応して分解し、発生期の窒素を放出し、これが金属の表面に拡散します。ガス窒化では、ガスに炭素が添加されます。
- 典型的用途 機械のスピンドル、延性鉄のポンプハウジング、ドアロック機構、ウォーターポンプのコンポーネント、ガスコンプレッサー用のピストン。
プラズマ窒化およびプラズマ軟窒化 プラズマ窒化は窒素 / 水素雰囲気中で行われます。プラズマは真空チャンバ内で高電圧で生成されます。この環境では、金属部品が陰極、真空容器は陽極となります。プラズマ軟窒化処理は同じですが、炭素を含むガスが追加されます。
- 典型的用途 プラズマ窒化では窒化物層の種類が豊富になるため、これらの部品は多岐にわたる用途で使用できます。これには、高性能モーターのカムシャフトとクランクシャフト、機械スピンドル、車体の打ち抜きダイ、耐食エンジンバルブ、高速スチール切削ツールが含まれます。
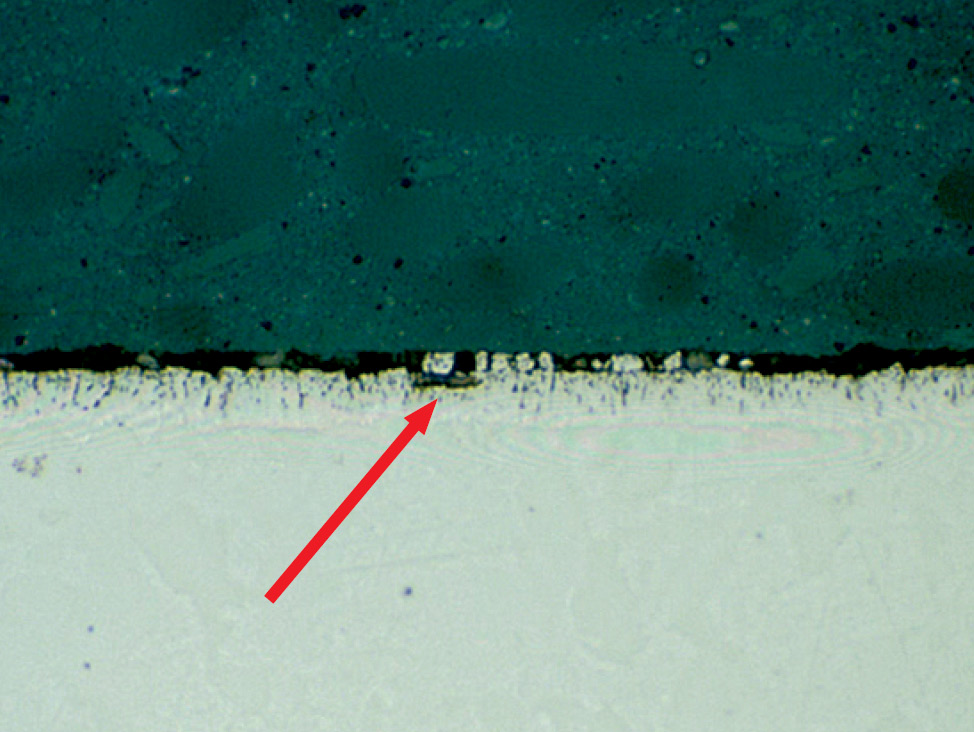
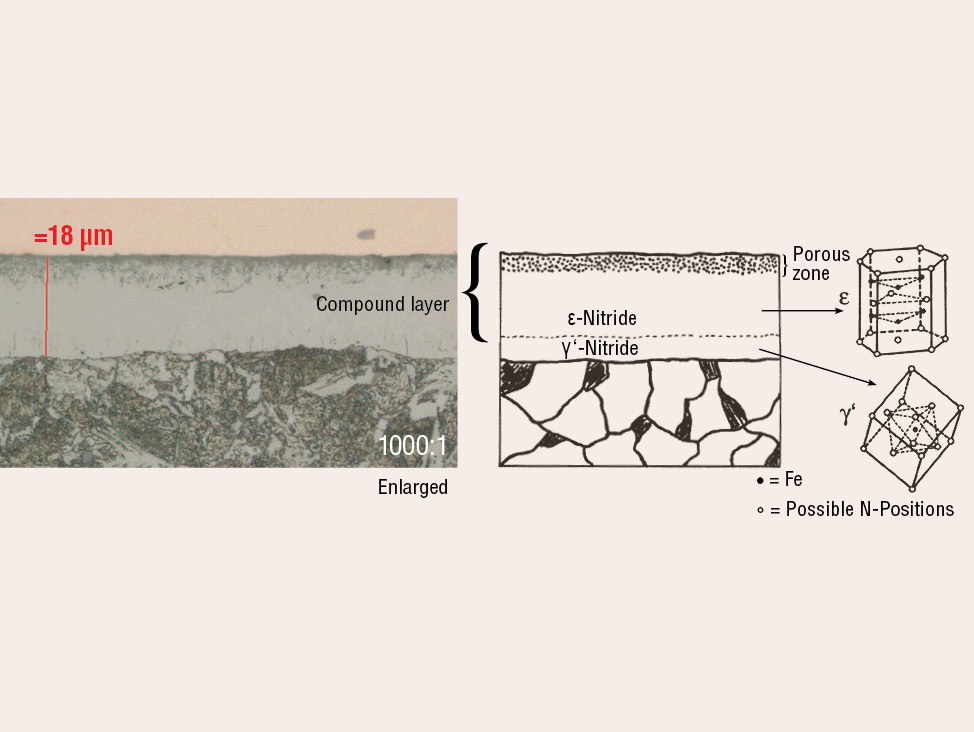
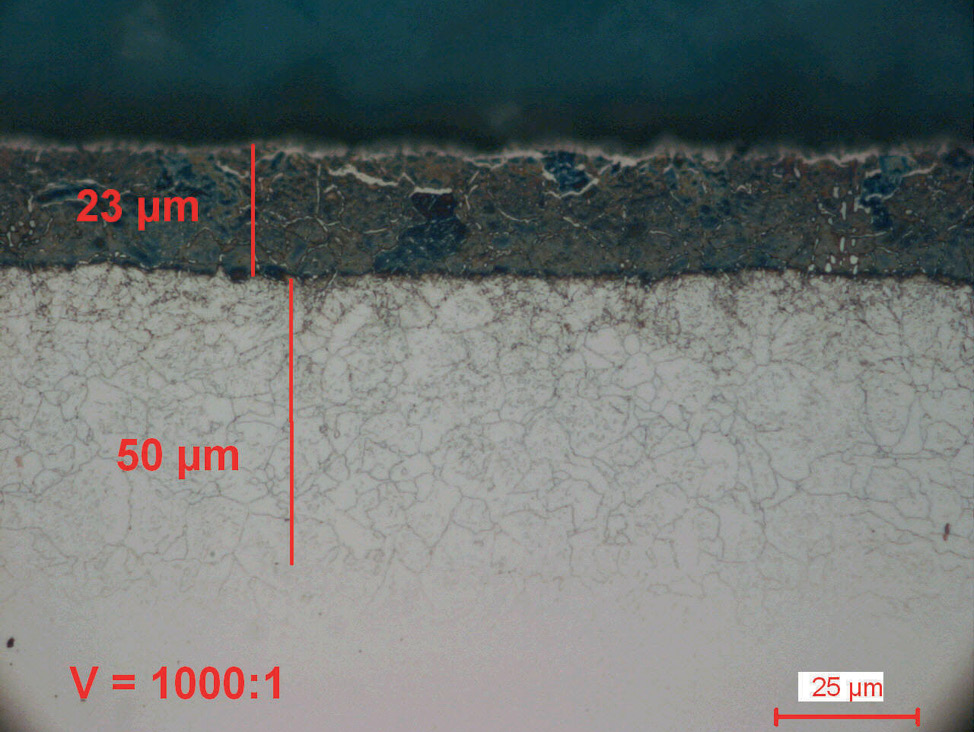
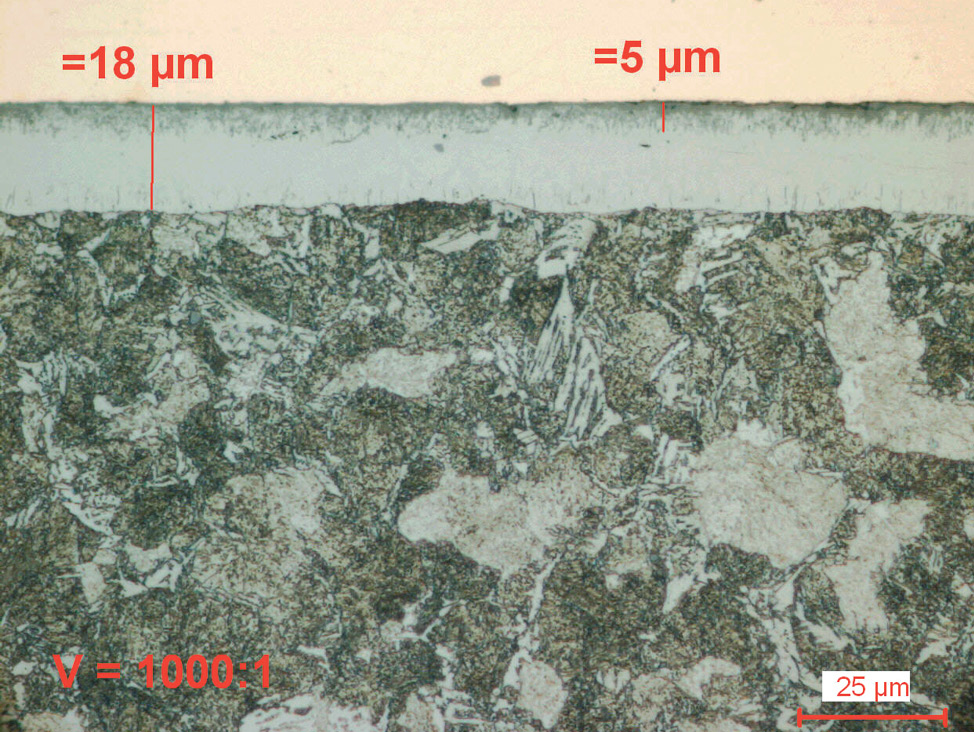 図4: 塩浴軟窒化鋼合金(16MnCr5)、1% ナイタールでエッチング。拡散領域は暗色でエッチングされ、多孔領域を持つ化合物層は白色に見えます。
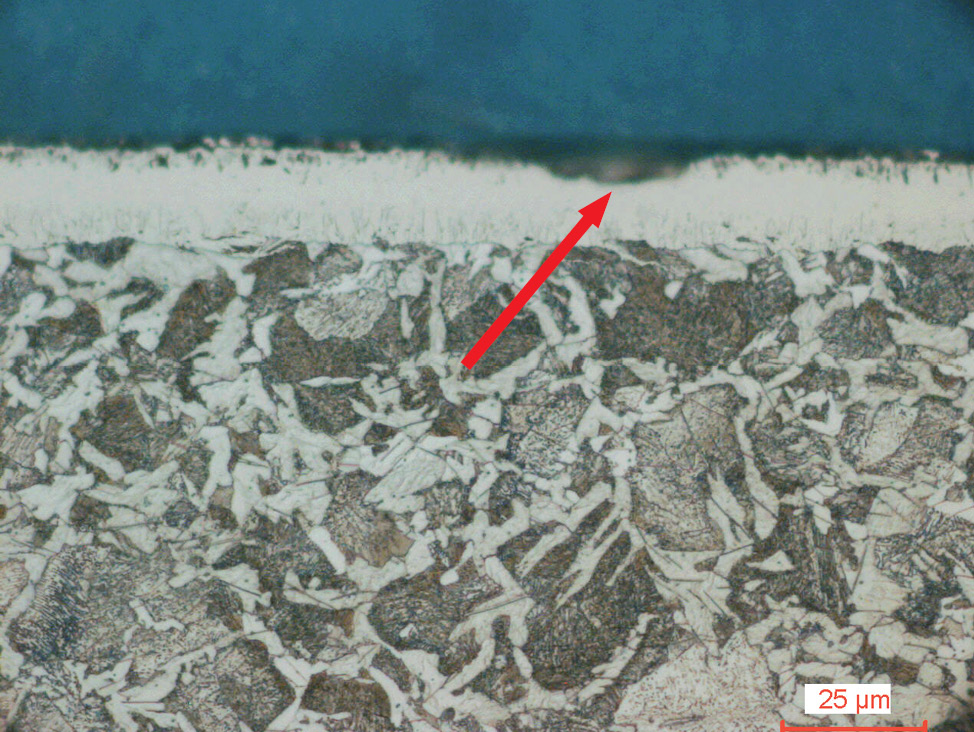
図4: 塩浴軟窒化鋼合金(16MnCr5)、1% ナイタールでエッチング。拡散領域は暗色でエッチングされ、多孔領域を持つ化合物層は白色に見えます。 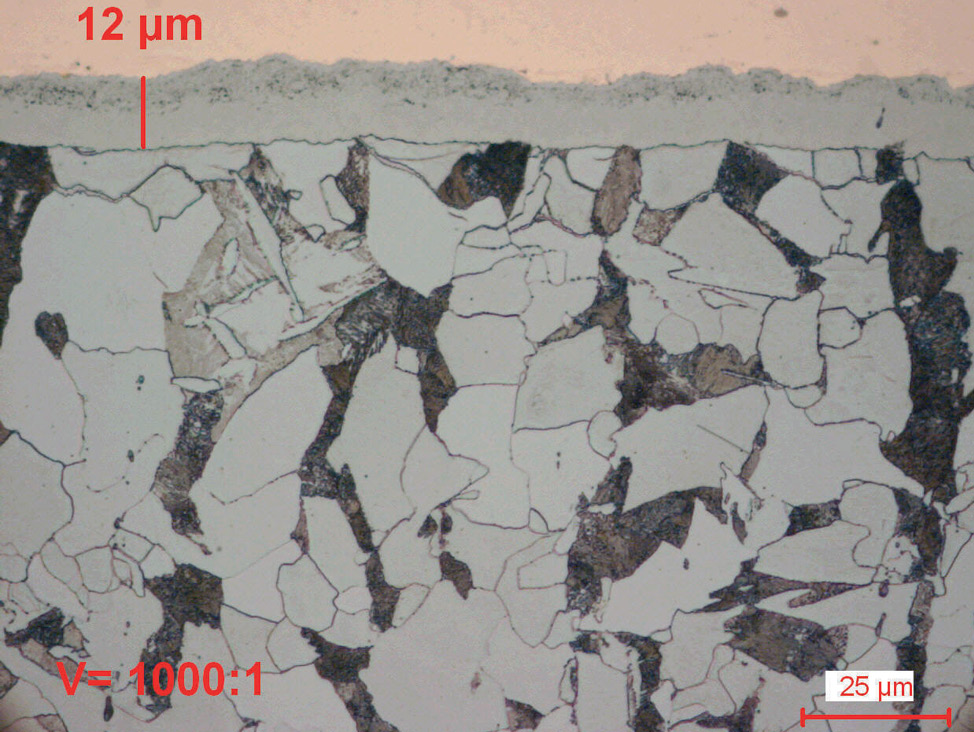 図5: ガス軟窒化炭素鋼(580°C で 1.5 時間)。
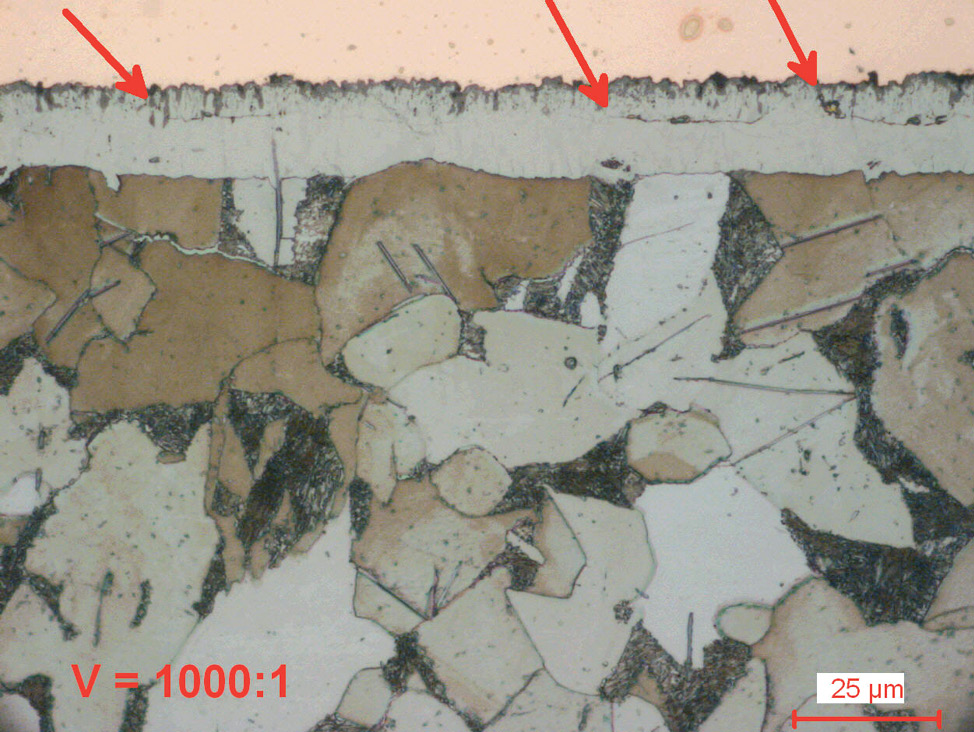
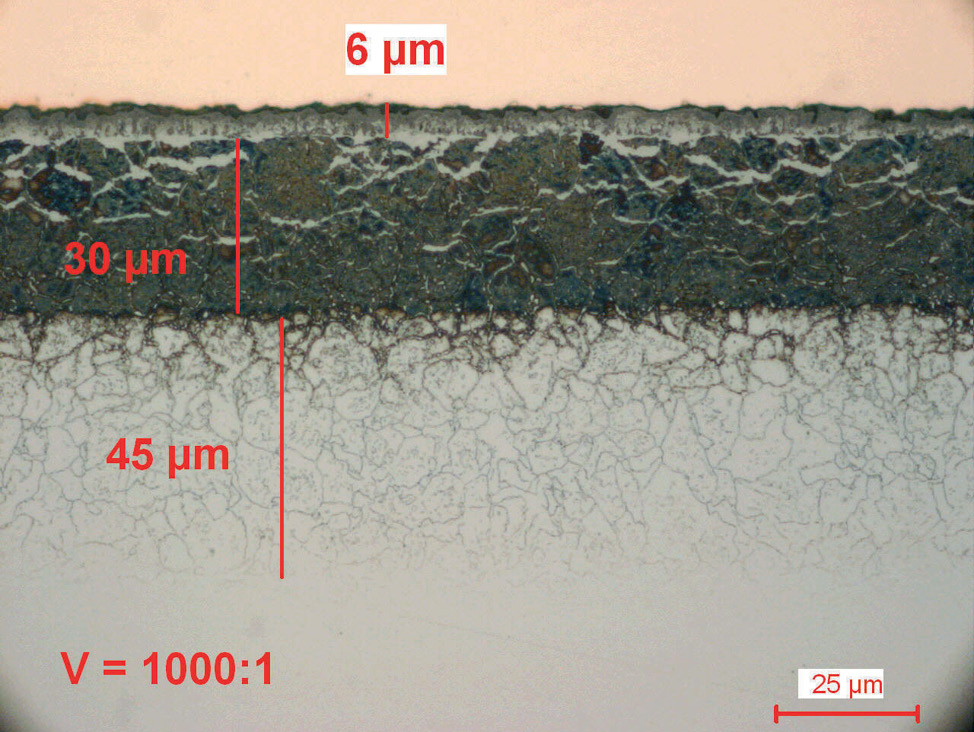
図5: ガス軟窒化炭素鋼(580°C で 1.5 時間)。 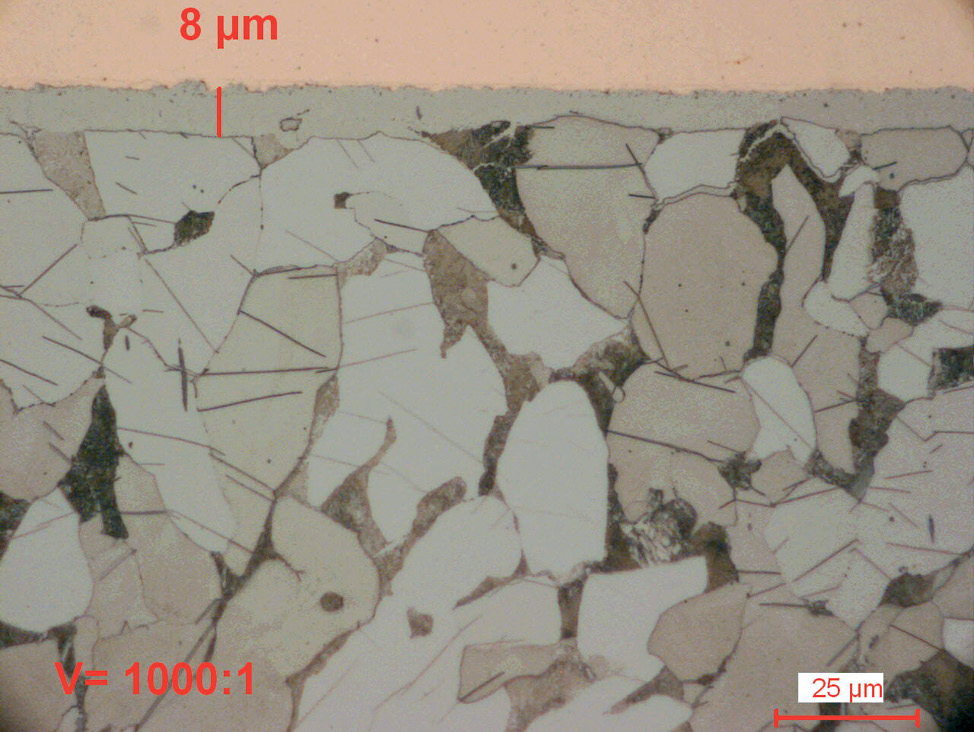 図6: プラズマ軟窒化炭素鋼(570°Cで6時間)。どちらの窒化物層も多孔領域がなく、非常に良い表面仕上げになっています。
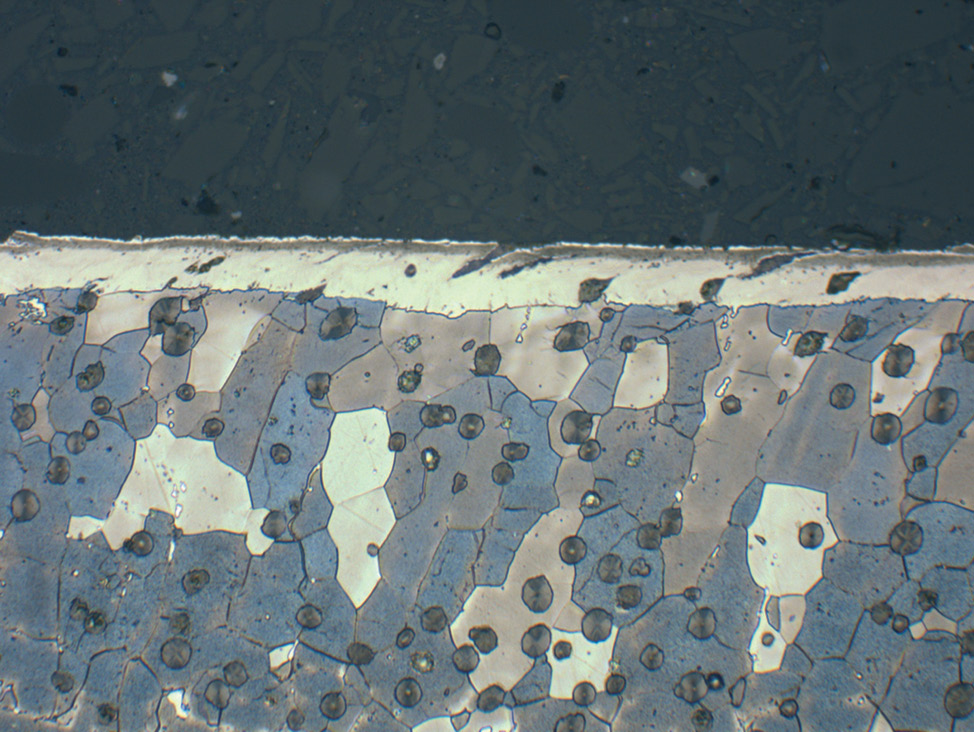
図6: プラズマ軟窒化炭素鋼(570°Cで6時間)。どちらの窒化物層も多孔領域がなく、非常に良い表面仕上げになっています。