銅と銅合金の金属組織検査用の試料作製
銅は通常、幅広い産業で使用されています。 しかし銅は極端な展延性があり、変形や傷が付きやすいという特徴があります。 このページでは、微細構造検査用の研磨傷のない銅試料迅速かつ効率的に作製する方法をご紹介します。
完全なアプリケーションノートのダウンロード

銅は通常、幅広い産業で使用されています。 しかし銅は極端な展延性があり、変形や傷が付きやすいという特徴があります。 このページでは、微細構造検査用の研磨傷のない銅試料迅速かつ効率的に作製する方法をご紹介します。
完全なアプリケーションノートのダウンロード
金属銅は自然に発生するものもありますが、主に冶金製錬プロセスにおいて硫化鉱から抽出されています。 4つの主なステップがあります。
1. 最初の精錬プロセスで、銅精鉱が抽出され、銅マットが作られます(Cu 75 % )。
2. 転炉の中で液体マットに空気が吹き込まれ、硫化物が酸化されて粗銅が作られます(CU 96-98 % )。
3. 粗銅はアノード陽極炉で精製され、陽極銅が作られます(Cu 99 % )。
4. 電解精錬を通して不純物(Ni、Pb、Ag、Pd、およびAu)が取り除かれると、銅陰極が作られます(Cu 99.99 %)。
湿式製錬法でも少量の銅を作ることができます。

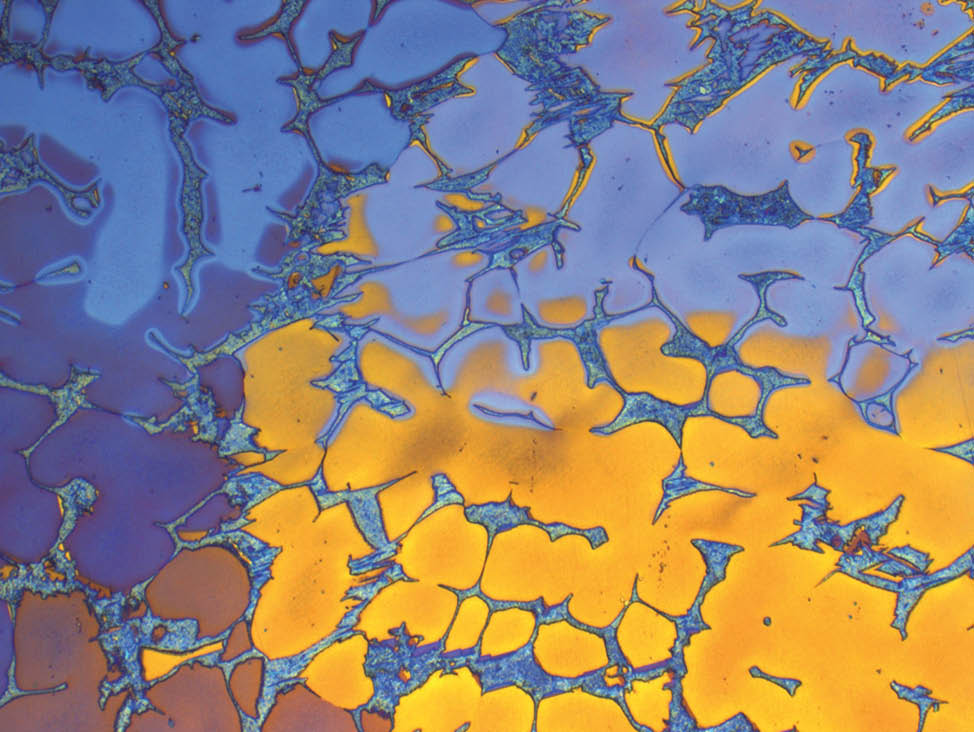
図1: 赤色酸化銅の銅、暗視野、500x
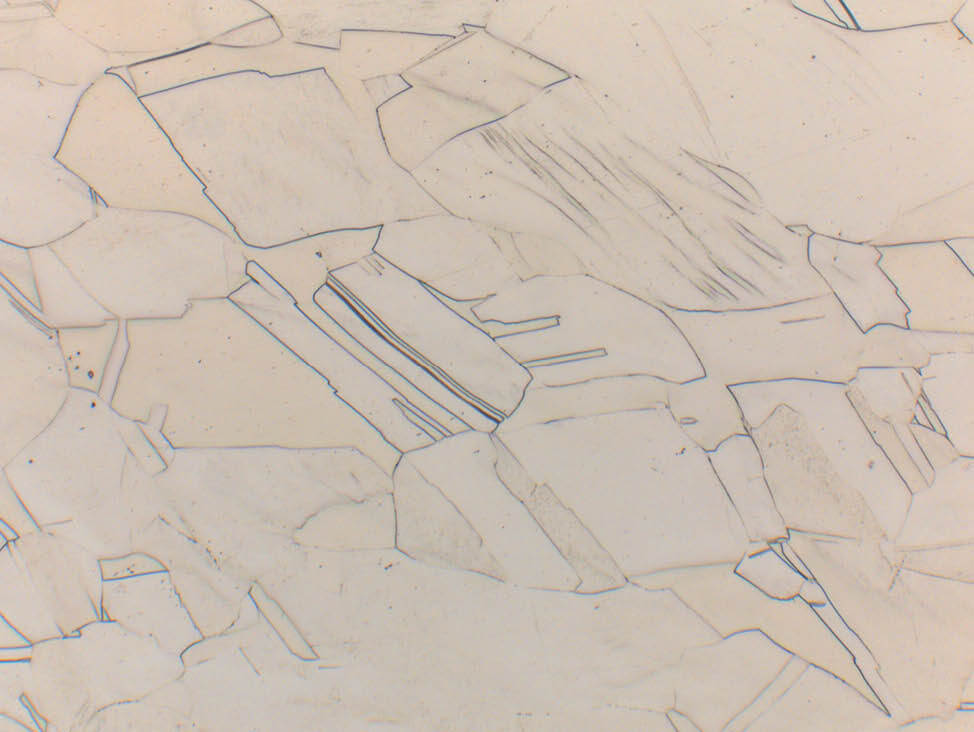
図2: ペルオキシ二硫酸アンモニウムでエッチング加工を施した無酸素銅、100x
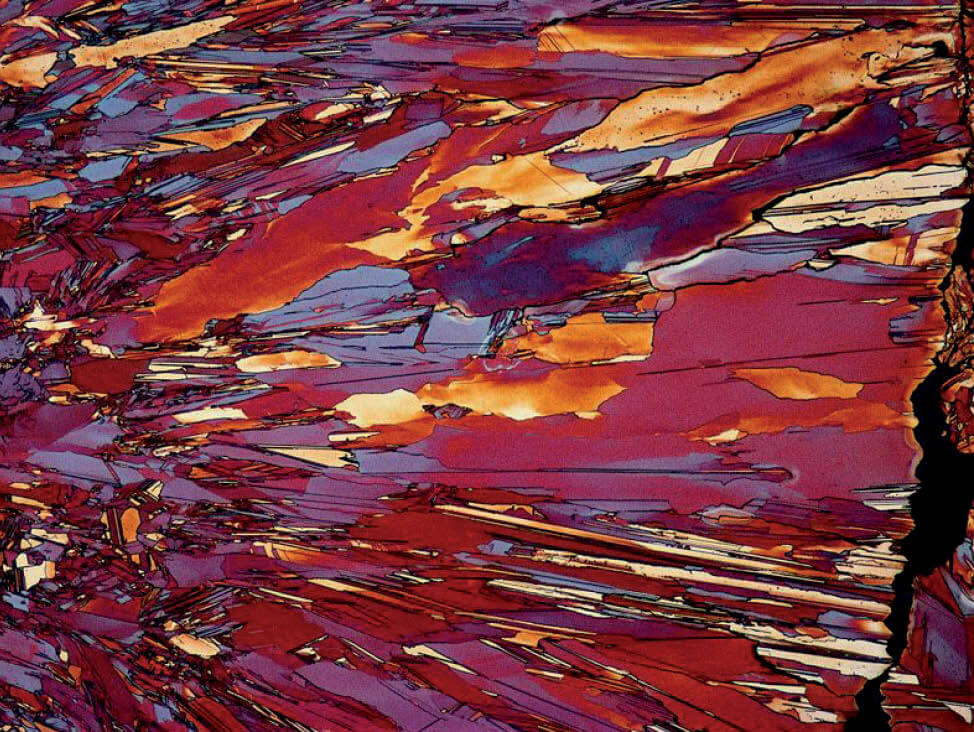
図3: 銅陰極、Klemmによるエッチング、100x
アルミニウム、マンガン、鉄、ニッケル、スズ、または少量の鉛を加えることで、特定の化学的または機械的な特性を持つ特殊なタイプの黄銅が出来上がります。
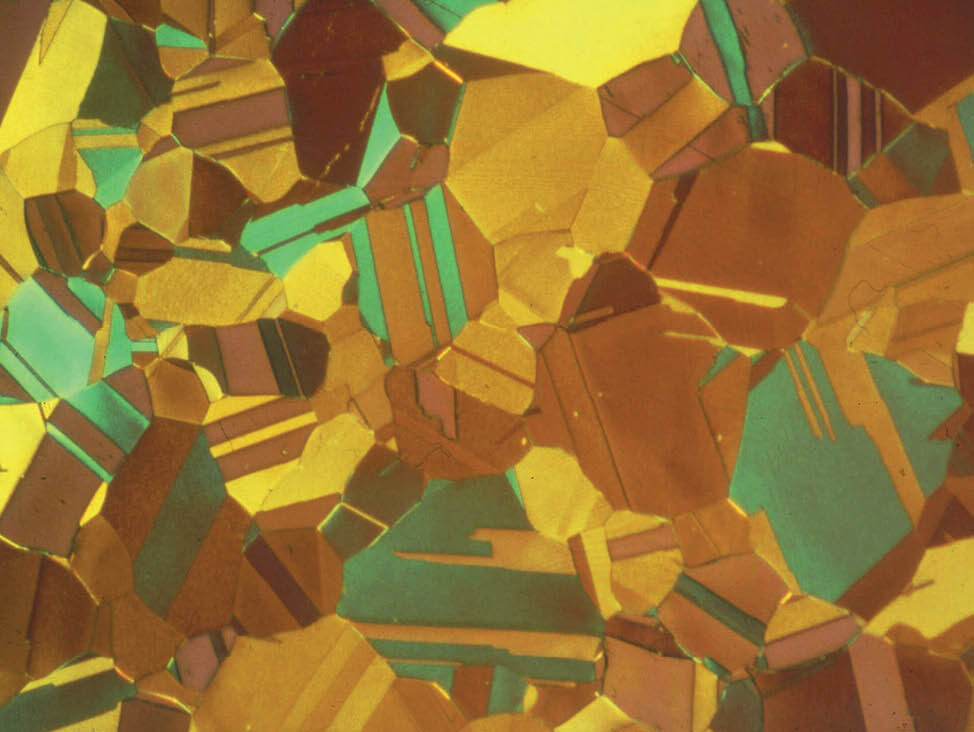
図4:α黄銅、カラーエッチング加工、 200x
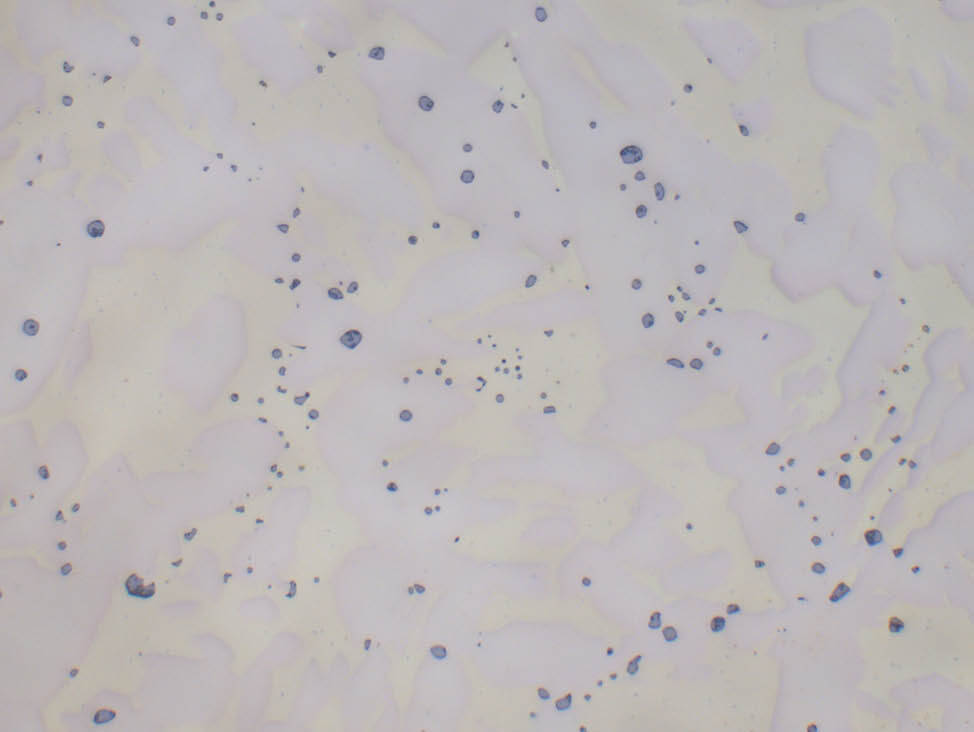
図4:青灰色の鉛介在物を含むα-β黄銅鋳物 (CuZn40Pb2) 、エッチング加工なし、500x

図6:α-β黄銅鋳物、Klemmによるエッチング、β-固溶体の暗いマトリックス中の明るいα-固溶体、 100x
青銅 (銅錫合金)
青銅は鍛造合金、鋳造合金、ベルキャストという3つのタイプに分かれています。 必要な特性に従って少量の亜鉛、リン、鉛、ニッケルまたは鉄を加えることができます。
| 数種類の黄銅合金とその特性 | |
| ガンメタル(Cu-Sn-Zn) | 良好な耐食性、低摩耗係数 |
| アルミニウム青銅(11%までのアルミニウムを含有) | 高温での高強度、優れた耐食性 |
| ベリリウム青銅 | 高強度、高硬度、他の金属を打つまたは衝突する時、火花を散らさない |
| ニッケル銅合金 | 非常に優れた耐食性 |
| 洋白(ジャーマンシルバー) | 高強度、良好な耐食性、成型しやすい |
銅と銅合金を取り扱う場合、一般的に粒径測定と純度検査には金属組織検査が使用され、含有酸化銅の定量または定性分析が行われます。
黄銅によっては、加工プロセスに影響するため、鉛の分布を調べる必要があります。
鋳造合金の場合、共晶または鉛の分布および引け空隙や気孔の存在を評価するために、一般的な構造評価に金属組織検査が使用されます。
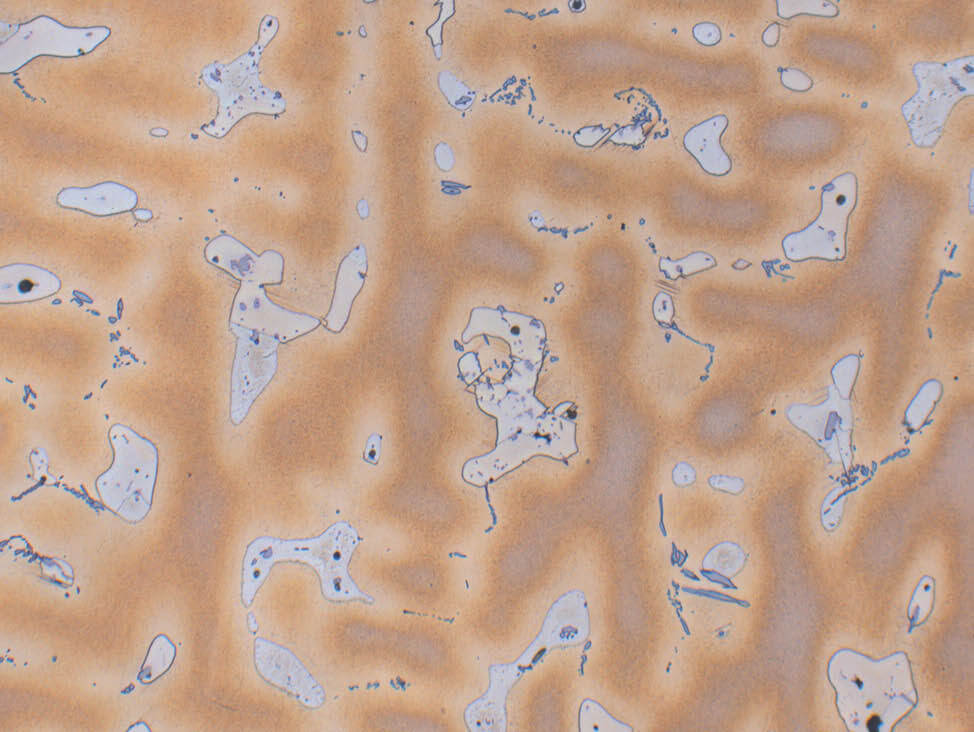
図8: 青銅鋳物 (CuSn10)、塩化鉄(III)によるエッチング加工、樹枝状構造、α-δ共析晶、200x
純銅は柔らかく、展延性があるため変形しやすく傷がつきやすい特徴があります。 青銅やより硬いの黄銅でもひどい傷がつくことがあります。 これはメタログラファーに問題を生じます。 しかしこれには以下のシンプルなソリューションがあります:
- 粗粒研磨材を避ける
- 軟質布でダイアモンド琢磨を十分に施す
- 化学機械研磨を使用する
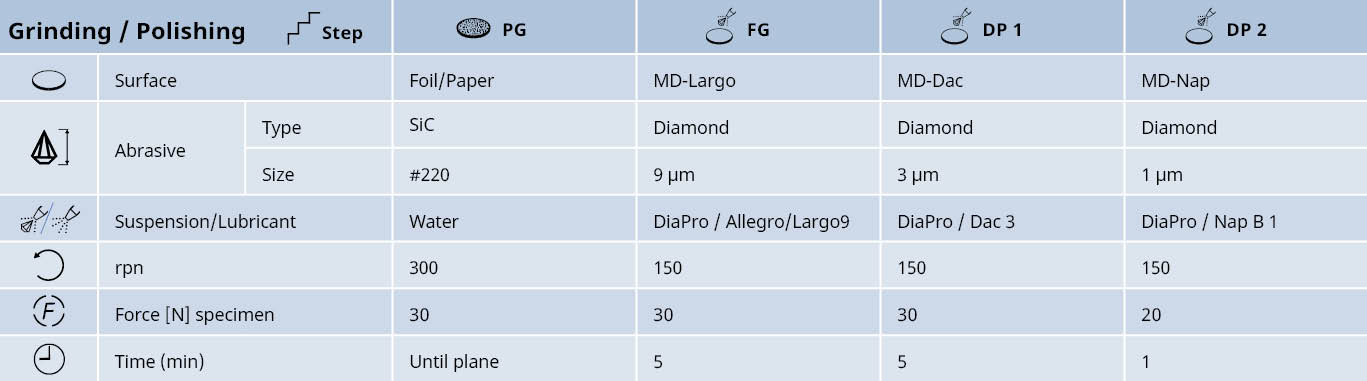
銅と銅合金を傷や変形をつけずに迅速かつ正確に金属組織検査用に作製する方法については、詳細の記述をお読みください。
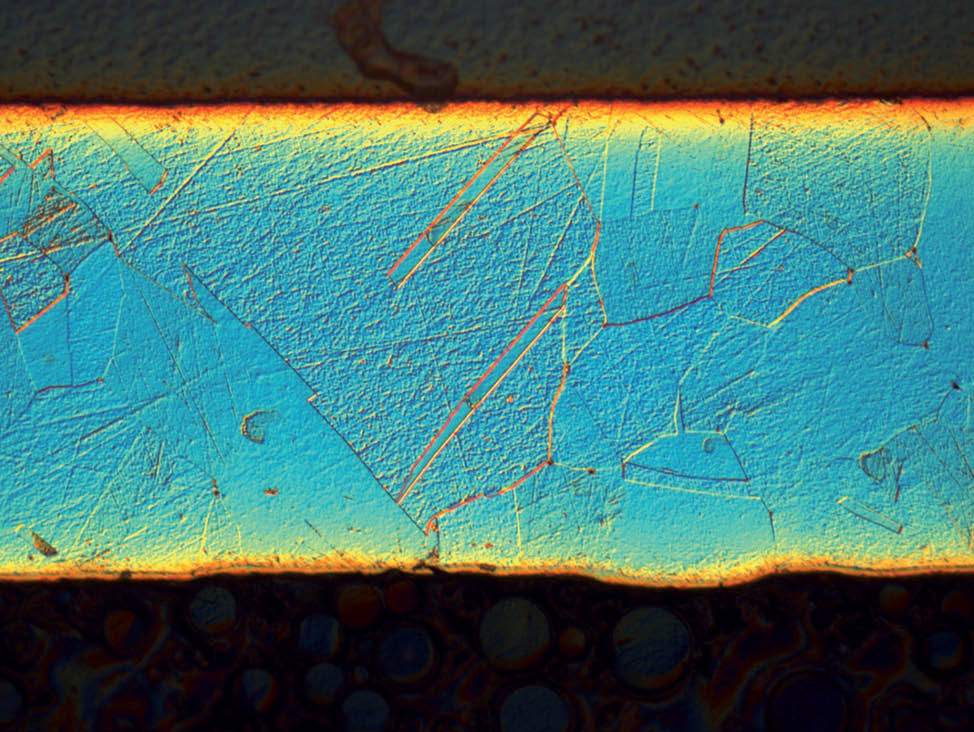
図9: 純銅の銅線、OP-Sの最終琢磨、DIC、200x
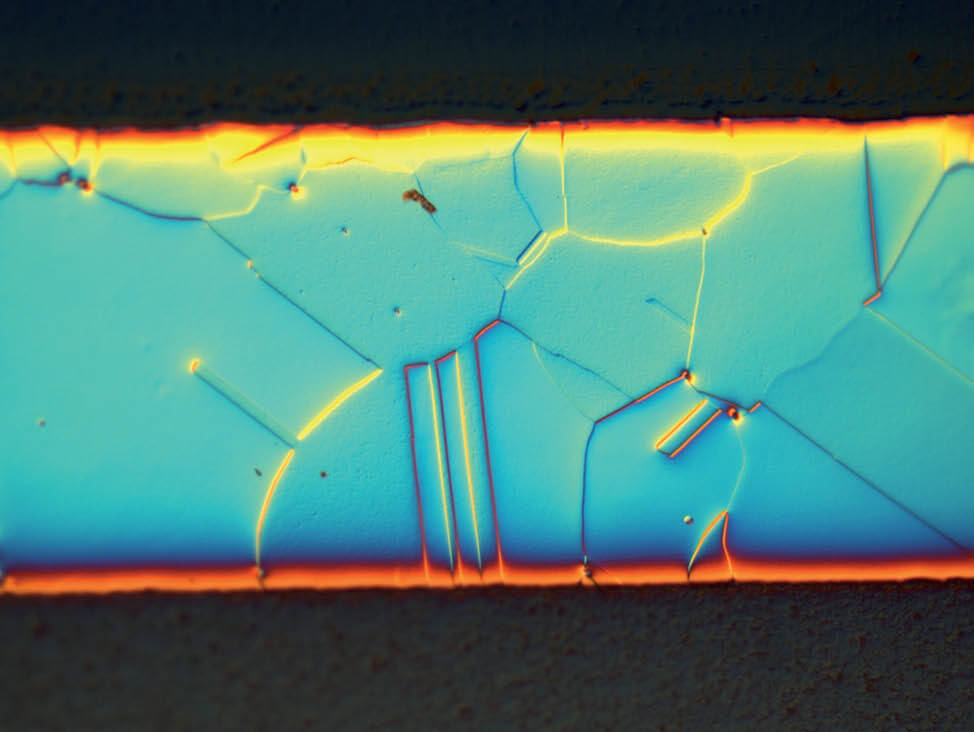
図10: 図9と同じ試料、OP-S-アンモニア/水/過酸化水素混合液の最終琢磨、 DIC、200x
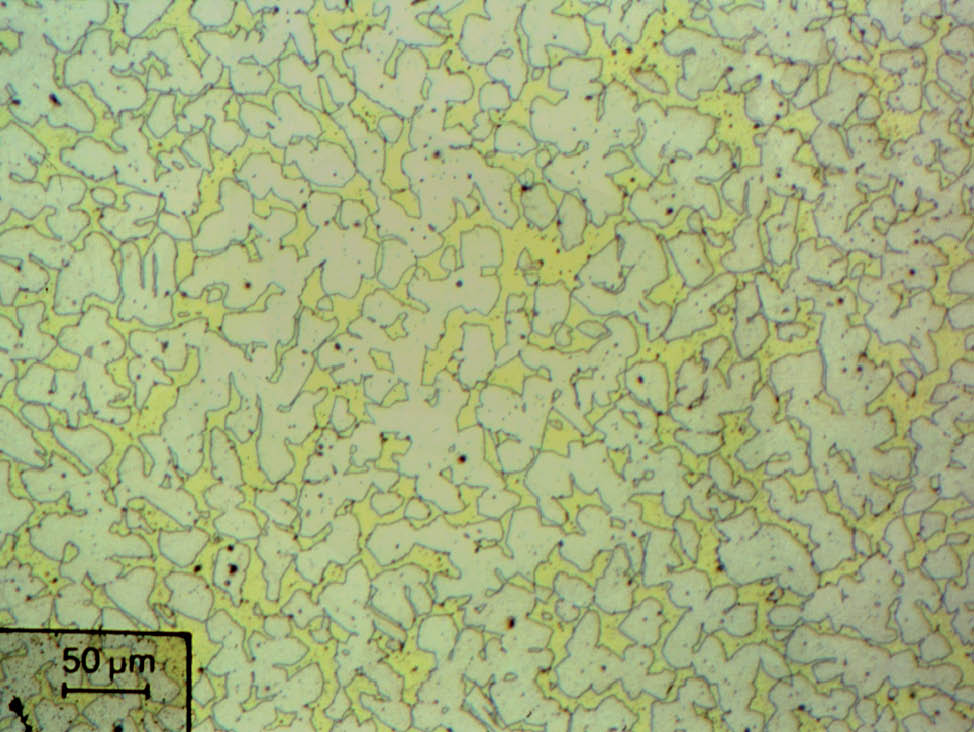
図11: α-β 黄銅鋳物、機械研磨、エッチング加工なし、200x
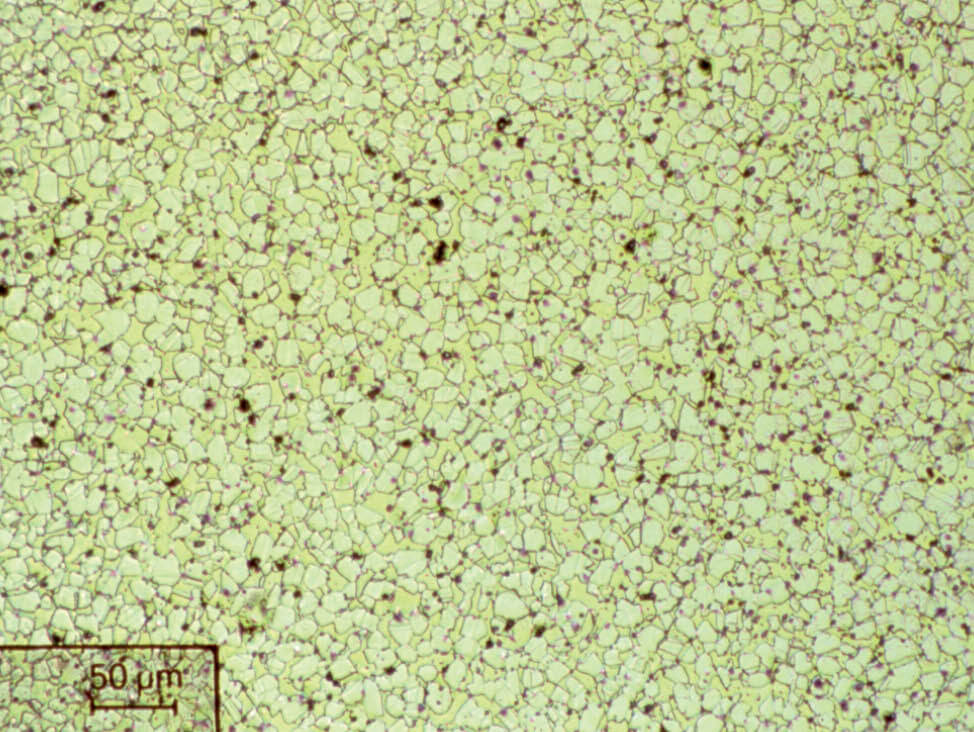
図12: 図11と同じ試料、電解研磨、エッチング加工なし、 200x。 鉛の介在物が脱落されたため、より大きく多量に見えます
比較的簡単に塗布することができる銅と銅合金のエッチング液は多数あります。 ほとんどの鋳造合金はエッチング加工を施すことは難しくありません。 しかし特に大幅な冷間加工を実施した展伸用合金には、適切なエッチング液を探すのが困難です。 これらの場合、カラーエッチング加工が役立ちます。
鉛はエッチング液による腐食が起こり、エッチング後、黒色のボイドのみが残ることにご注意ください。 このため、エッチング加工前に顕微鏡写真を撮り、鉛の量と分布を記録する必要があります。 純鉛は青灰色をしています。
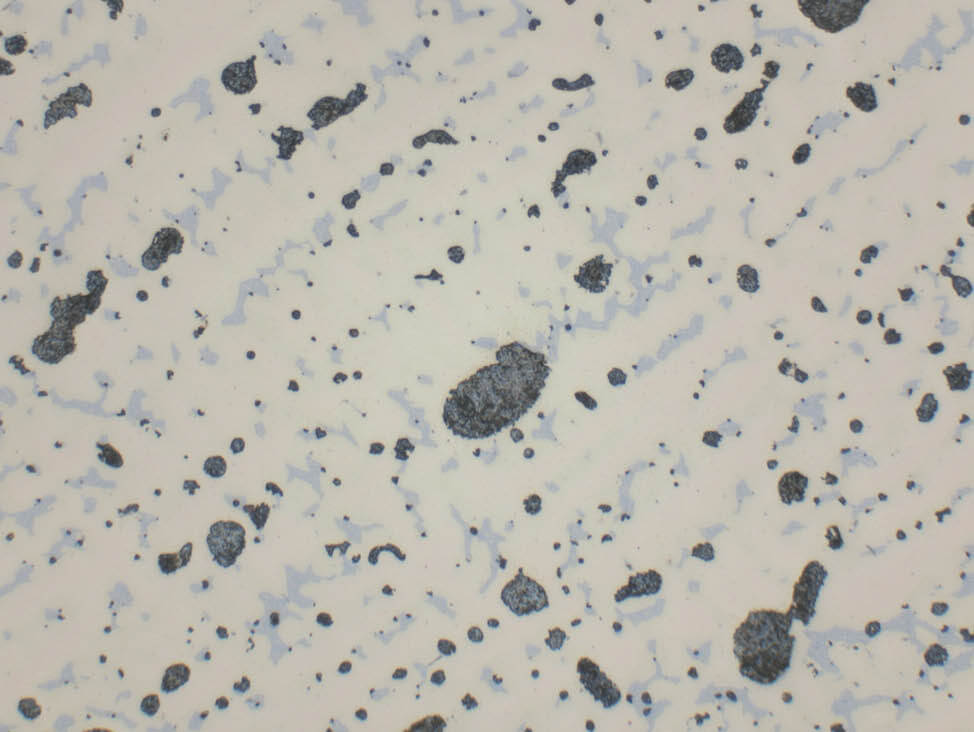
図13: 青銅鋳物 (CuSn8Pb)、エッチング加工なし、大小の青灰色の鉛の介在物を呈する、薄青色のα-δ共析晶が識別できる、500x
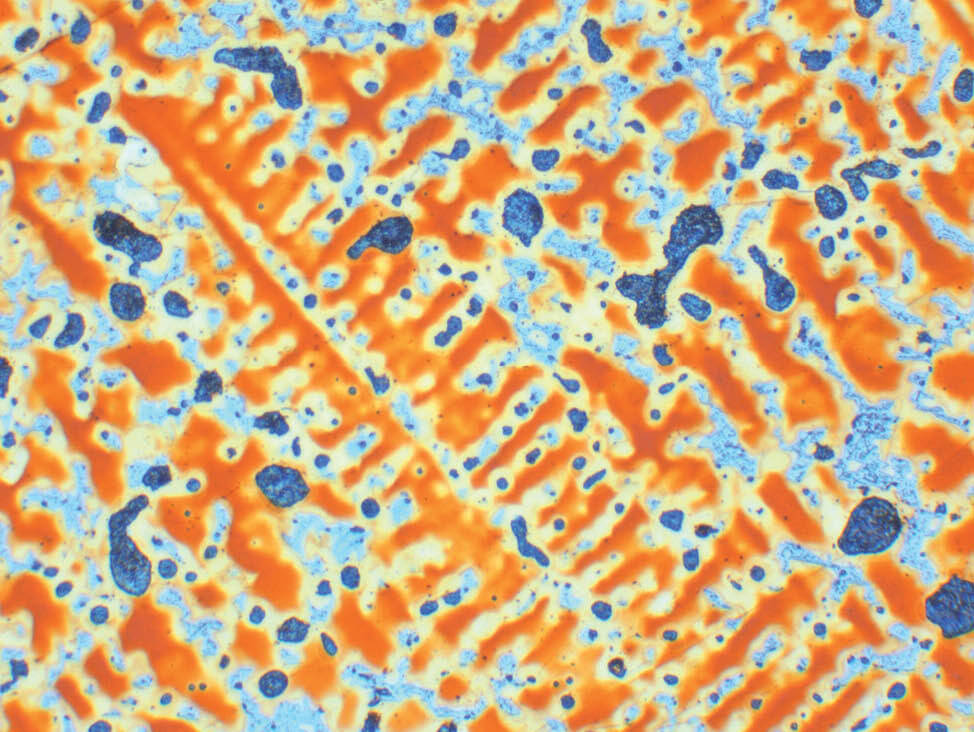
図14: 図13と同じ試料、Klemmによるカラーエッチング。 薄青色の共析晶と樹枝状構造と青色の鉛の介在物が見えるが、小さな鉛の介在物は明確に区別できない、500x
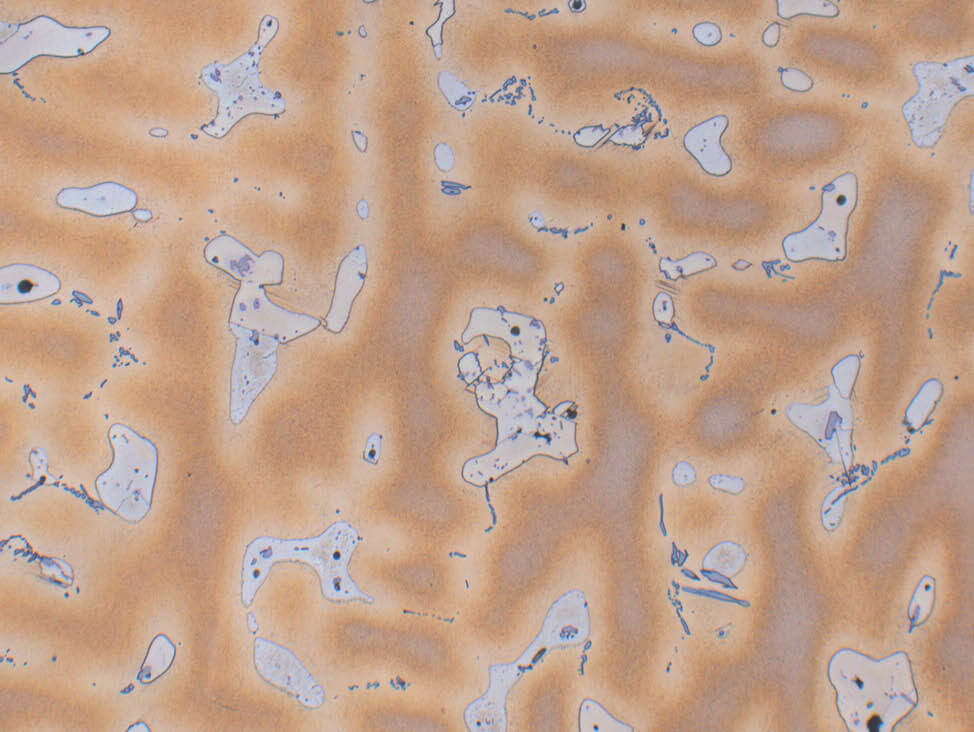
図15: 青銅鋳物 (CuSn10)、塩化鉄(III)によるエッチング加工、樹枝状構造、α-δ共析晶、200x
| 用途 | エッチング液: |
| 銅、黄銅、青銅粒域のエッチング | 水 100 ml アンモニウムペルオキシ二硫酸 10 g 新鮮なものを使用してください! |
| 全種類の銅 | 水またはエタノール 100-120 ml 塩酸 20-50 ml 塩化鉄(III) 5-10 g(濃度変数) |
粒界 粒域 |
蒸留水 25 ml アンモニア水 25 ml 過酸化水素 5-25 ml、3% 未満の過酸化水素 それ以上の過酸化水素 |
| Α-β 黄銅 | 水 120 ml 塩化銅(II)塩化アンモニウム10 g アンモニア水を沈殿物が溶けるまで追加します |
| 純銅用の迅速で良好な琢磨 | 水 100 ml エタノール 100 ml 硝酸鉄(III) 19 g |
| Klemmによるカラーエッチング | チオ硫酸ナトリウム寒冷飽和溶液 100 ml ピロ亜硫酸カリウム 40 g |

全画像の提供:デンマークのアプリケーションスペシャリスト、 Marcello Manca
金属組織検査用の銅試料作製に関する詳しい情報については、弊社のアプリケーションスペシャリストにお問合せください。