ステンレス鋼の金属組織学試料作製
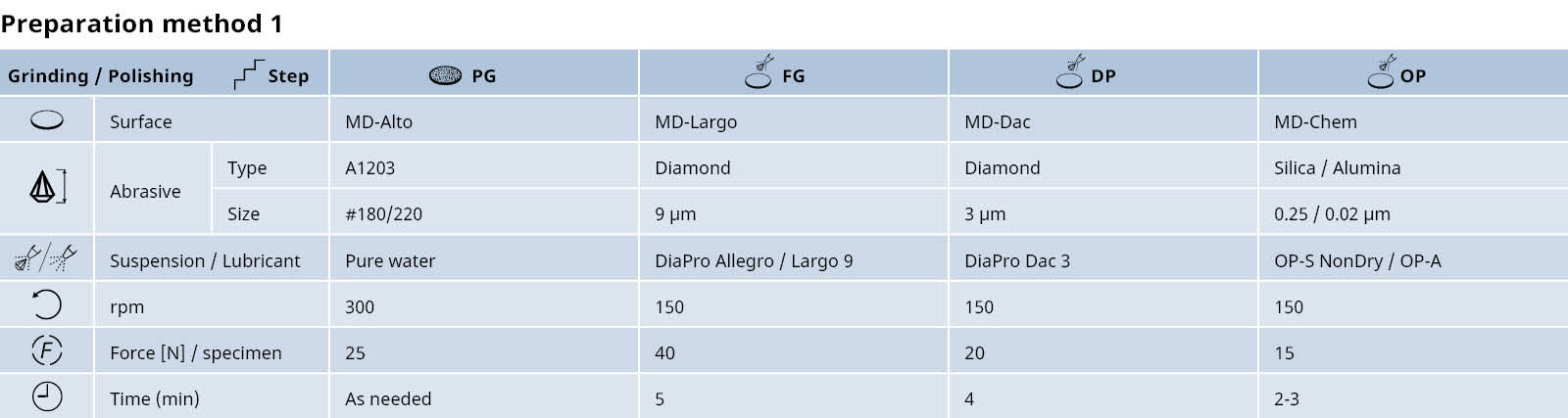
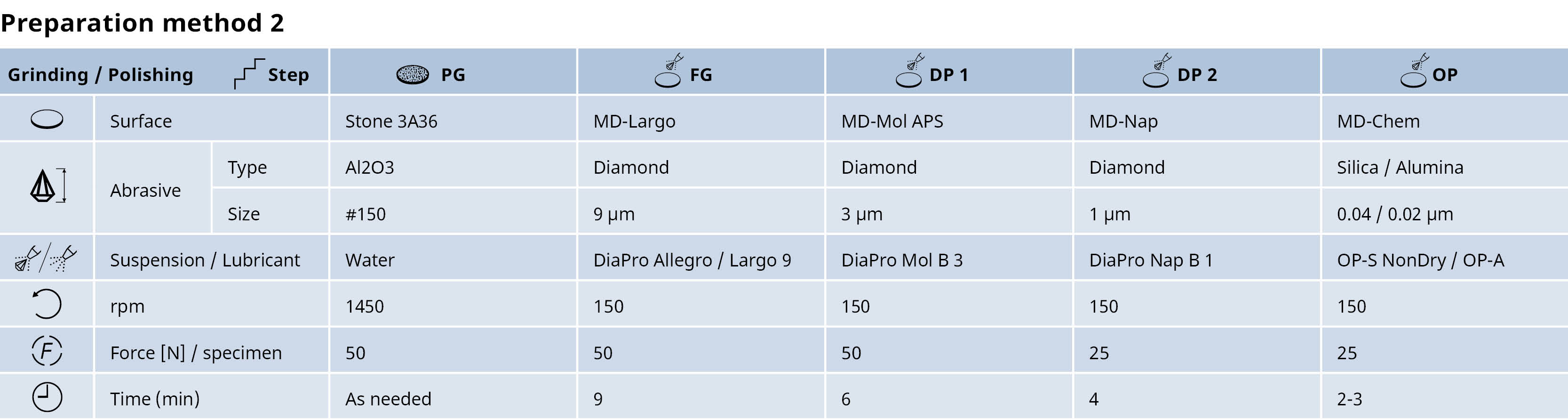
大多数のステンレス鋼は軟質で金属組織学試料作製時に機械的変形と擦り傷を受けやすいため、正確な試料作製方法が不可欠です。 再現可能な結果を伴う金属組織学検査のためにステンレス鋼の試料作製方法をご覧ください。
完全なアプリケーションノートをダウンロード

大多数のステンレス鋼は軟質で金属組織学試料作製時に機械的変形と擦り傷を受けやすいため、正確な試料作製方法が不可欠です。 再現可能な結果を伴う金属組織学検査のためにステンレス鋼の試料作製方法をご覧ください。
完全なアプリケーションノートをダウンロード


マルテンサイト鋼に対して
1) V2Aエッチング液:
100 ml水
100 ml塩酸
10 ml硝酸
室温または最高50 °Cでエッチング
2)
33 ml水
33 mlエタノール
33 ml塩酸
1.5 g塩化銅 (カリングI)
3)
100 ml水
100 ml塩酸
5g塩化銅 (カリングII)
オーステナイト鋼に対して
1) V2Aエッチング液:
100 ml水
100 ml塩酸
10 ml硝酸
室温または最高50 °Cでエッチング
2) アドラーエッチング液:
25 ml蒸留水
50 ml塩酸
15 g塩化鉄
3 g二アンモニウムテトラクロロ銅酸 (II)
ステンレス鋼に対して未希釈または水やエタノールと最高1:1の割合で混合して使用可能
3)
100 ml水
300 ml塩酸
15 ml過酸化水素 (30 %)
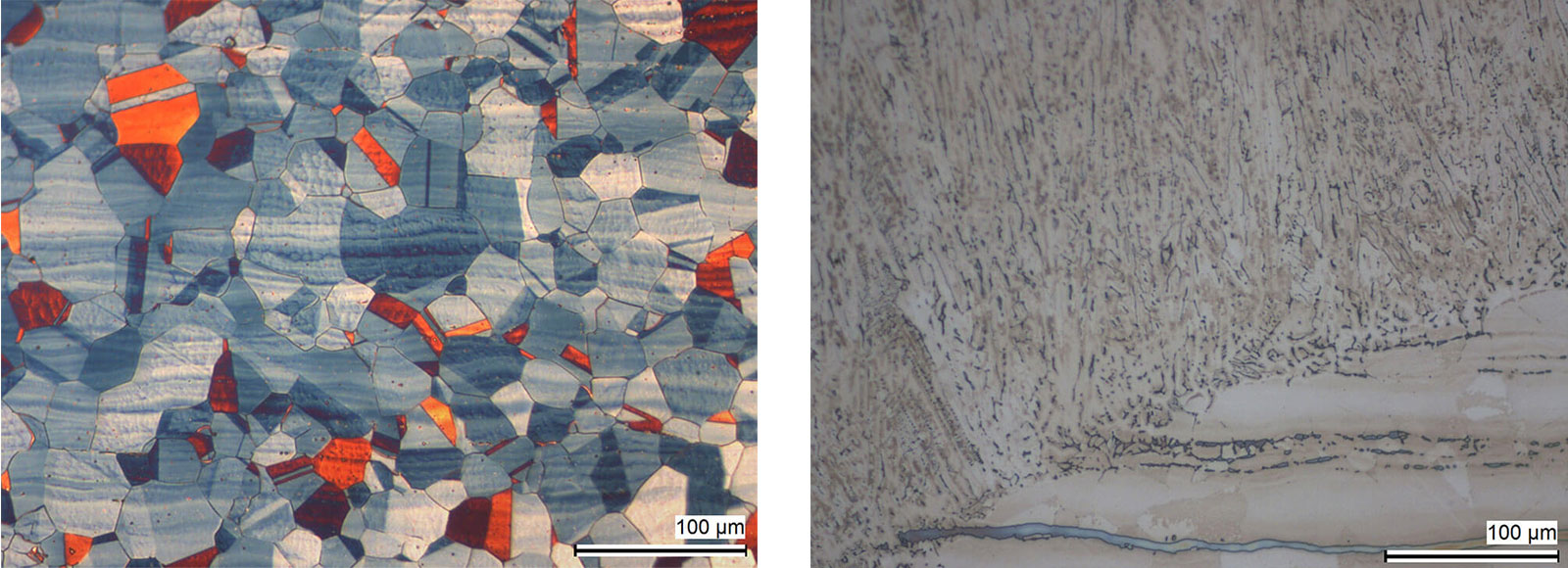
カラーエッチング液バハラII:
貯蔵液
800 ml蒸留水
400 ml塩酸
48 gフッ化水素アンモニウム
エッチングのために、この100 mlの貯蔵液に1-2 gのメタ重亜硫酸カリウムを添加します
カラーエッチング液リチテネッガー& ブロエチ:
100 ml蒸留水
20gフッ化水素アンモニウム
0.5 gメタ重亜硫酸カリウム
オーステナイトと混粒鋼に対して使用可能
その他の金属と材料の微細構造に関する詳細の確認をご希望の場合、弊社の材料ページをご覧ください。
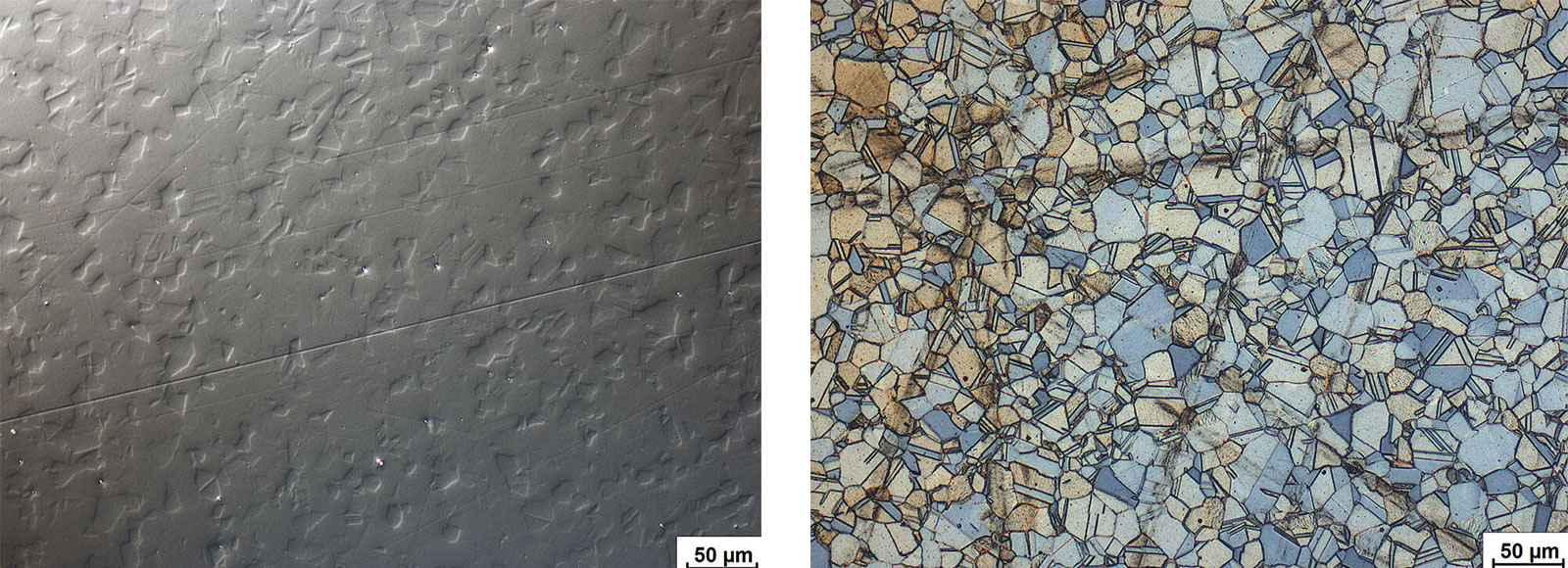
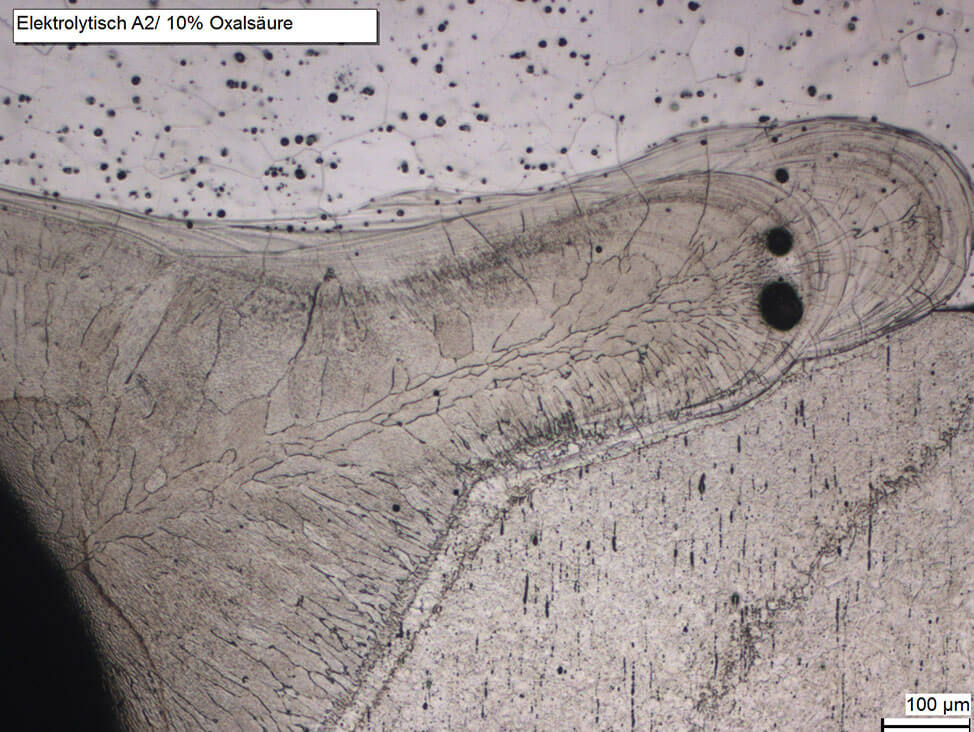
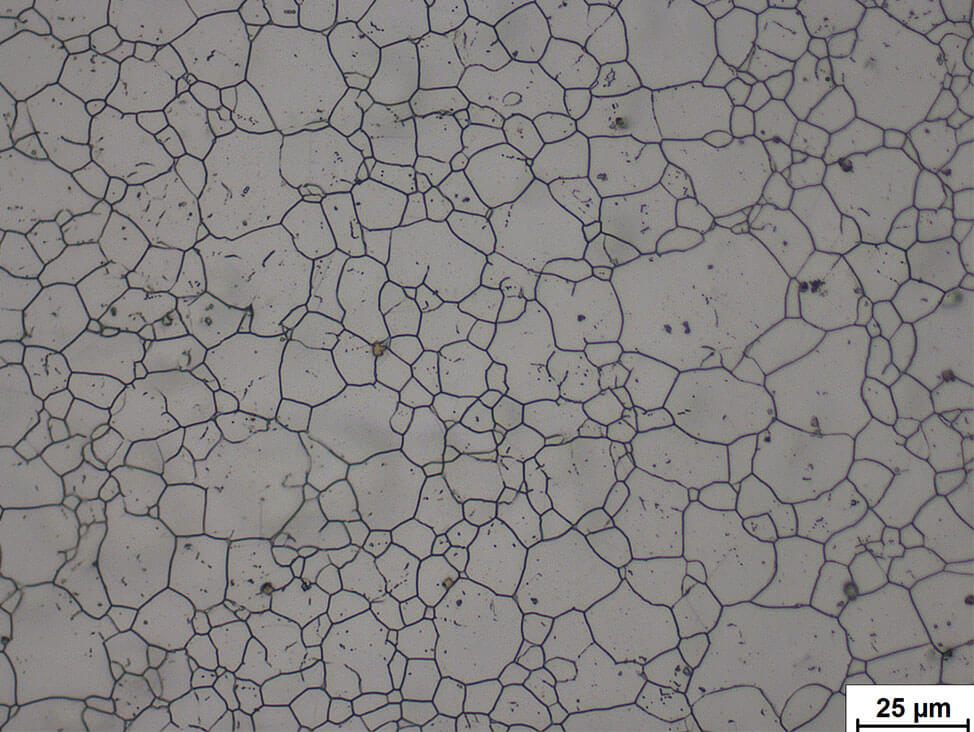
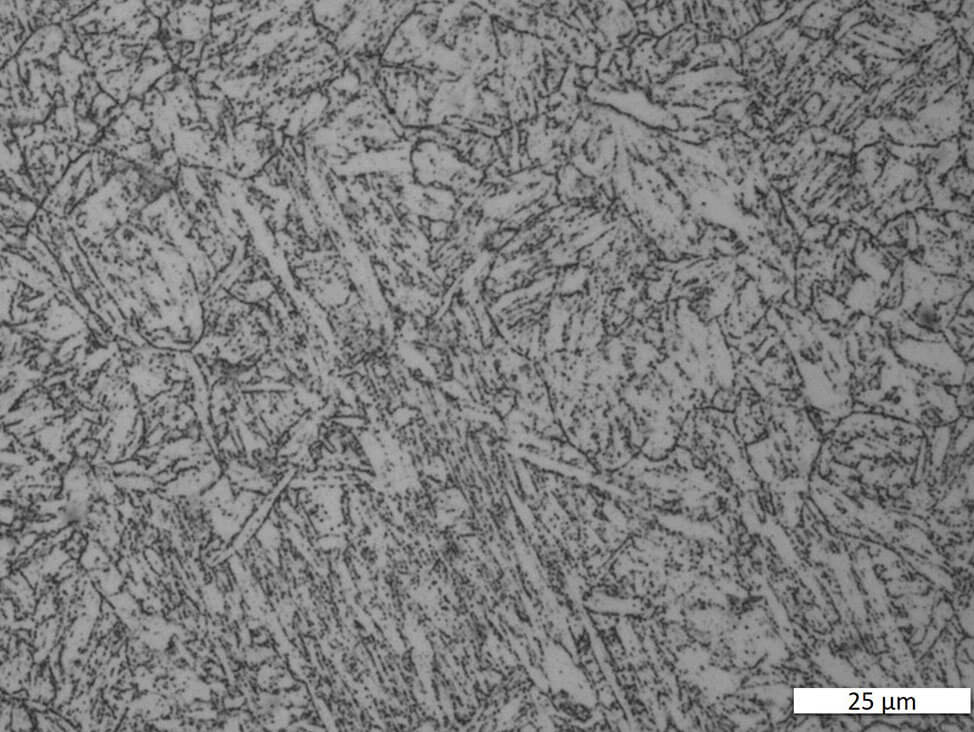
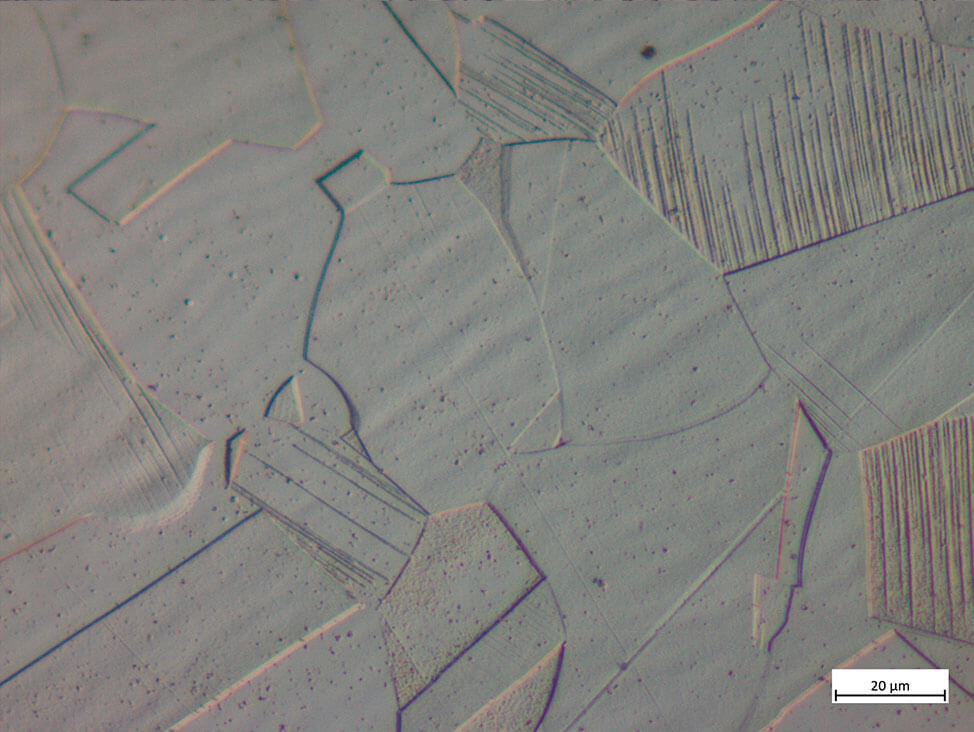
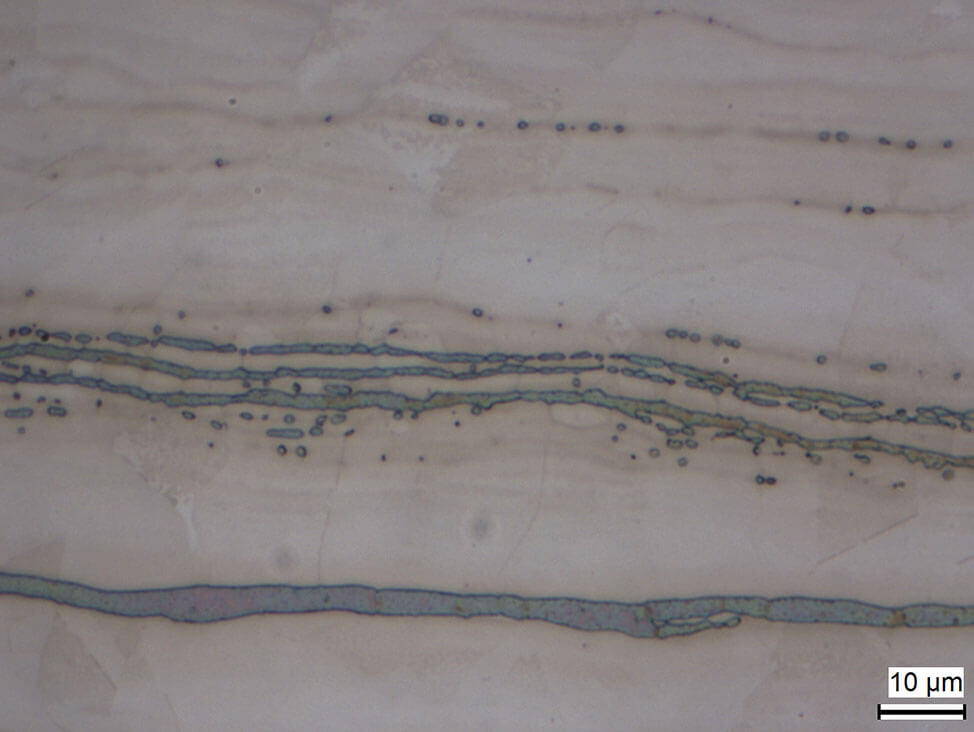
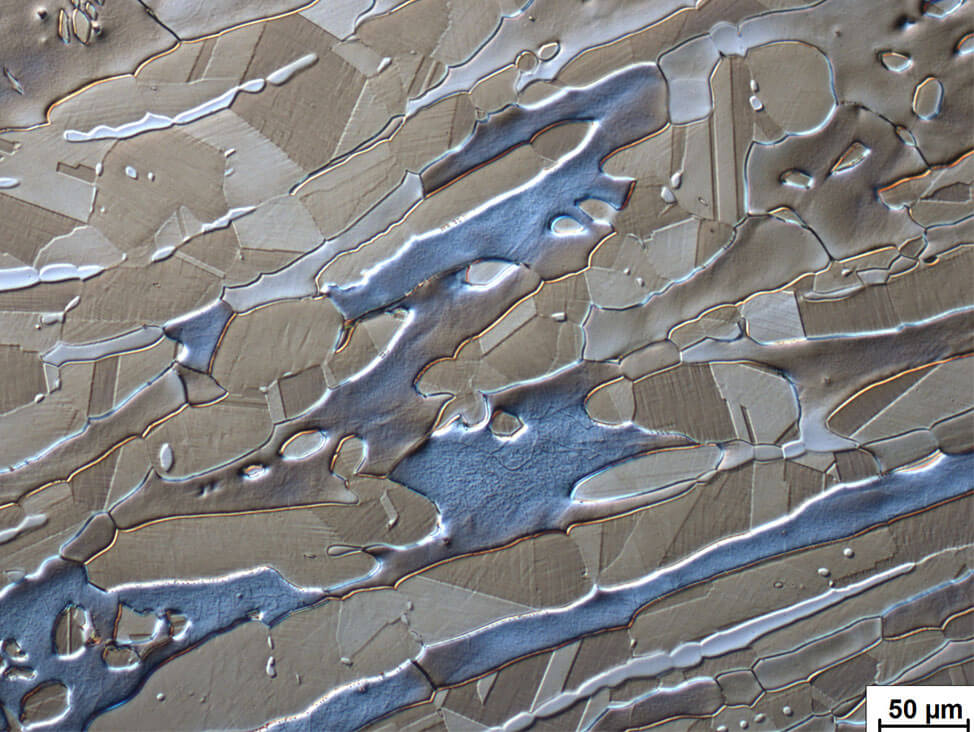
全ての画像は、ドイツのアプリケーションスペシャリスト、ホルガー・シュナールの提供です
ステンレス鋼の金属組織学試料作製に関する具体的情報については、弊社のアプリケーションスペシャリストにお問い合わせください。