Gefügeinterpretation von rostfreiem Stahl
Ferritische rostfreie Stähle lassen sich nur schwer härten. Die Eigenschaften können jedoch durch Kaltverformung beeinflusst werden. Bei Raumtemperatur sind sie magnetisch. Das Gefüge im geglühten Zustand besteht aus ferritischem Korngefüge mit feinen Karbiden. Ferritische Stähle, die zur spanabhebenden Bearbeitung verwendet werden, enthalten große Mengen von Mangansulfiden um das Freischneiden zu fördern.
Martensitische rostfreie Stähle sind für Wärmebehandlungen geeignet. Das martensitische Gefüge entsteht durch rasches Abkühlen. Die Eigenschaften können dann durch anschließende Wärmebehandlung verbessert werden. Diese Legierungen sind magnetisch. Abhängig von der Wärmebehandlung kann das Gefüge rein martensitisch sein oder eine sehr feine, vergütete Struktur aufweisen. Die verschiedenen Legierungen und Halbzeuge in unterschiedlichen Abmessungen erfordern für die Wärmebehandlung sehr komplexe Temperatur- und Zeiteinstellungen.
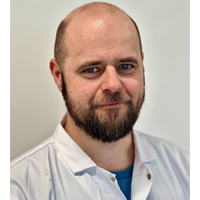
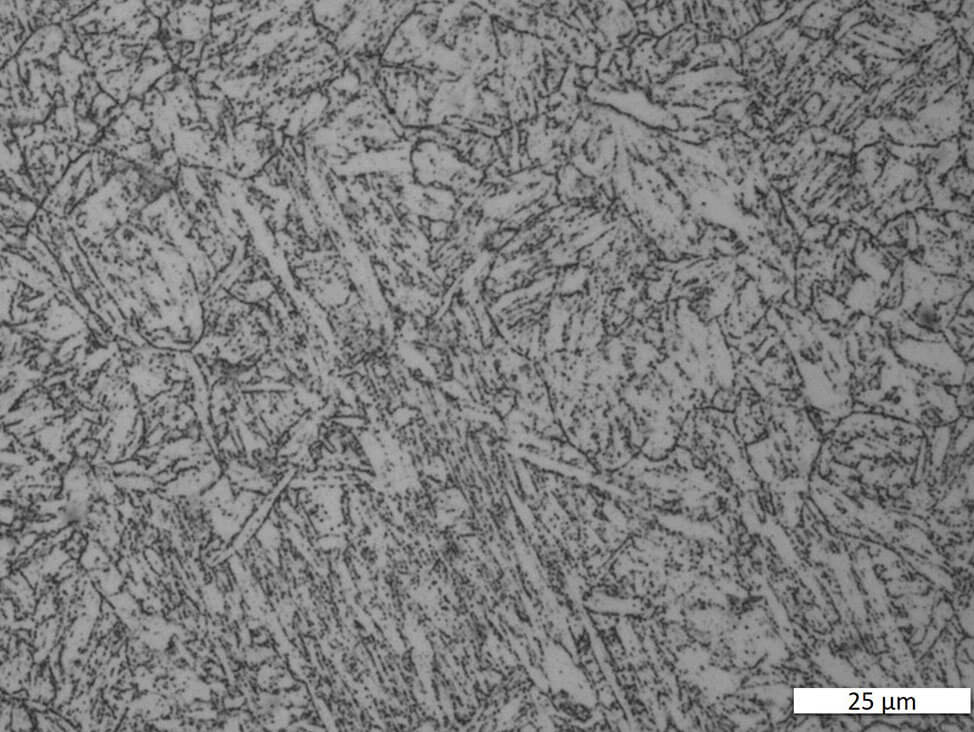 Abb. 6: Martensitischer Chromstahl, elektrolytisch poliert und geätzt mit A2. Hellfeld.
Abb. 6: Martensitischer Chromstahl, elektrolytisch poliert und geätzt mit A2. Hellfeld. In einigen Schweißnähten aus korrosionsbeständigem Stahl muss ein gewisser Anteil an Deltaferrit vorhanden sein, um die Warmrissbeständigkeit zu verbessern. Deltaferrit ist aber in der Regel eine unerwünschte Phase, da Deltaferrit bei langem Glühen von Stahl mit einem hohen Chromanteil in die harte, spröde intermetallische Eisen-Chrom-Sigma-Phase umgewandelt wird. Nochmaliges Erhitzen auf 1050°C mit anschließendem Abschrecken kann die Sigma-Phase und damit die Versprödung wieder rückgängig machen.
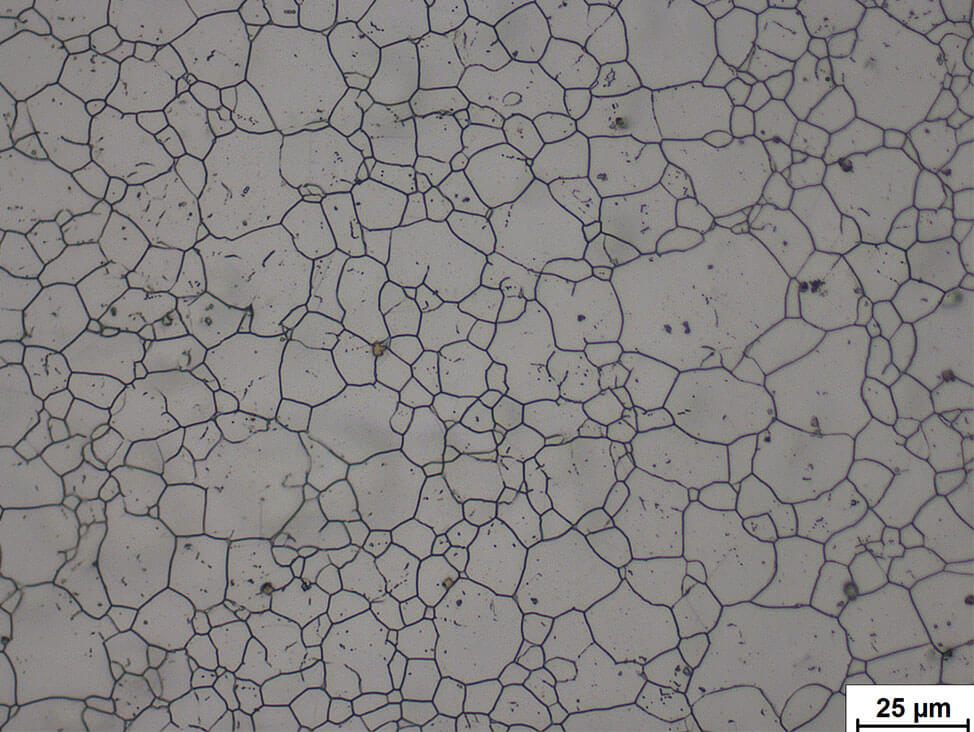
Austenitische rostfreie Stähle können keiner Wärmebehandlung unterzogen werden. Stattdessen führt ein rasches Abkühlen während der Fertigung zu weichem Material. In diesem Zustand sind sie nicht magnetisch, Eigenschaften lassen sich durch Kaltverformung verändern. Das Korngefüge dieser Stähle kann Zwillinge aufweisen.
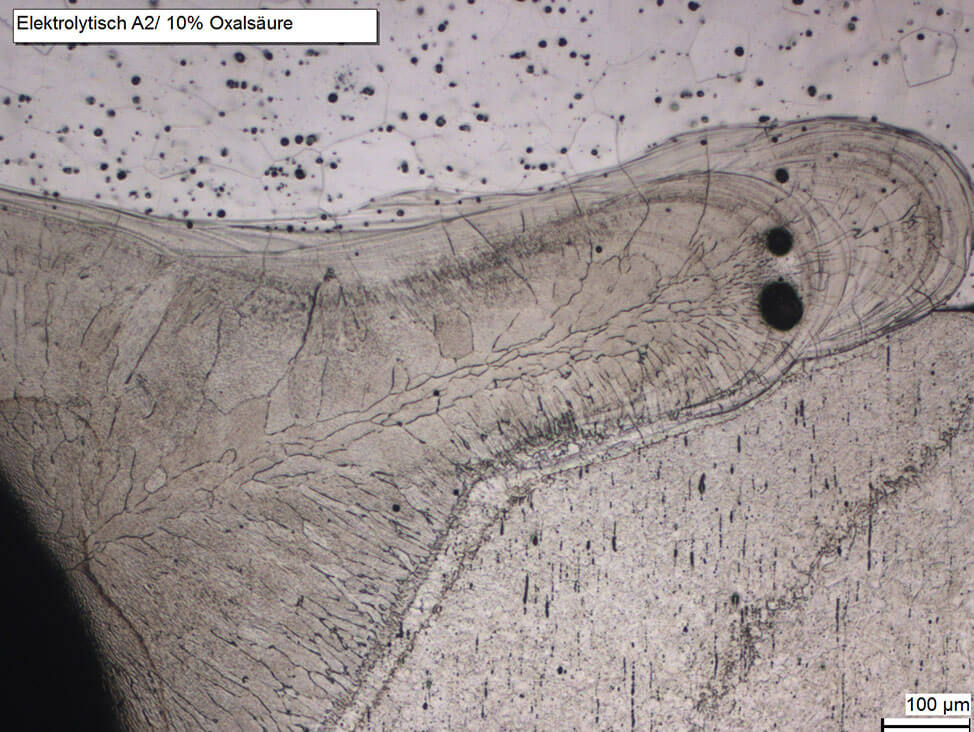
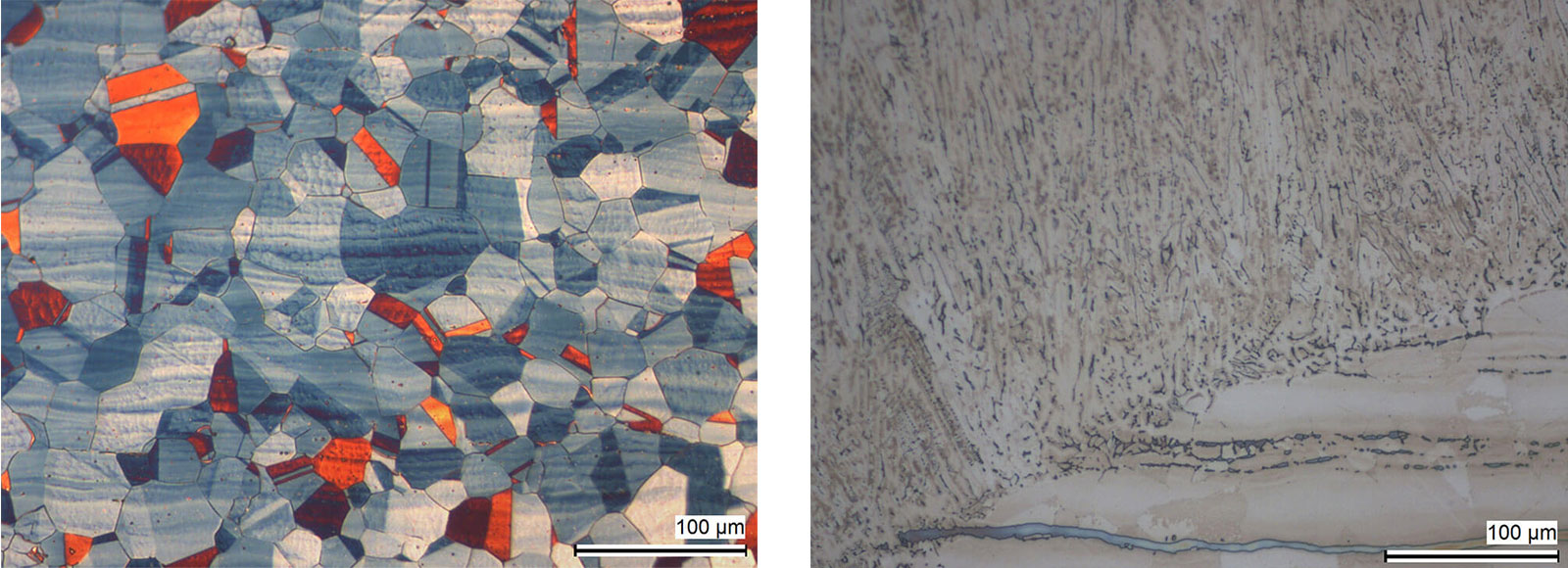 Abb. 7: Austenitischer Stahl mit Zwillingen und Seigerungen. Farbgeätzt mit Lichtenegger und Bloech. DIC Abb. 8: Deltaferrit in einer Schweißnaht in austenitischem Stahl (kleine, dunkle Nadeln) mit größeren Deltaferrit-Linien im geschweißten Teil (blau-grau); elektrolytisch geätzt mit einer 40%igen wässrigen Natriumhydroxid-Lösung. Hellfeld.
Abb. 7: Austenitischer Stahl mit Zwillingen und Seigerungen. Farbgeätzt mit Lichtenegger und Bloech. DIC Abb. 8: Deltaferrit in einer Schweißnaht in austenitischem Stahl (kleine, dunkle Nadeln) mit größeren Deltaferrit-Linien im geschweißten Teil (blau-grau); elektrolytisch geätzt mit einer 40%igen wässrigen Natriumhydroxid-Lösung. Hellfeld. Werden diese Stähle höheren Temperaturen im Bereich von 600-700 °C ausgesetzt, kann dies zur Bildung von komplexen Karbiden innerhalb der Austenit-Körner führen. Dies wiederum führt zu einer Verarmung von Chrom im Austenit, was die Neigung zur interkristallinen Korrosion oder Oxidation fördert.
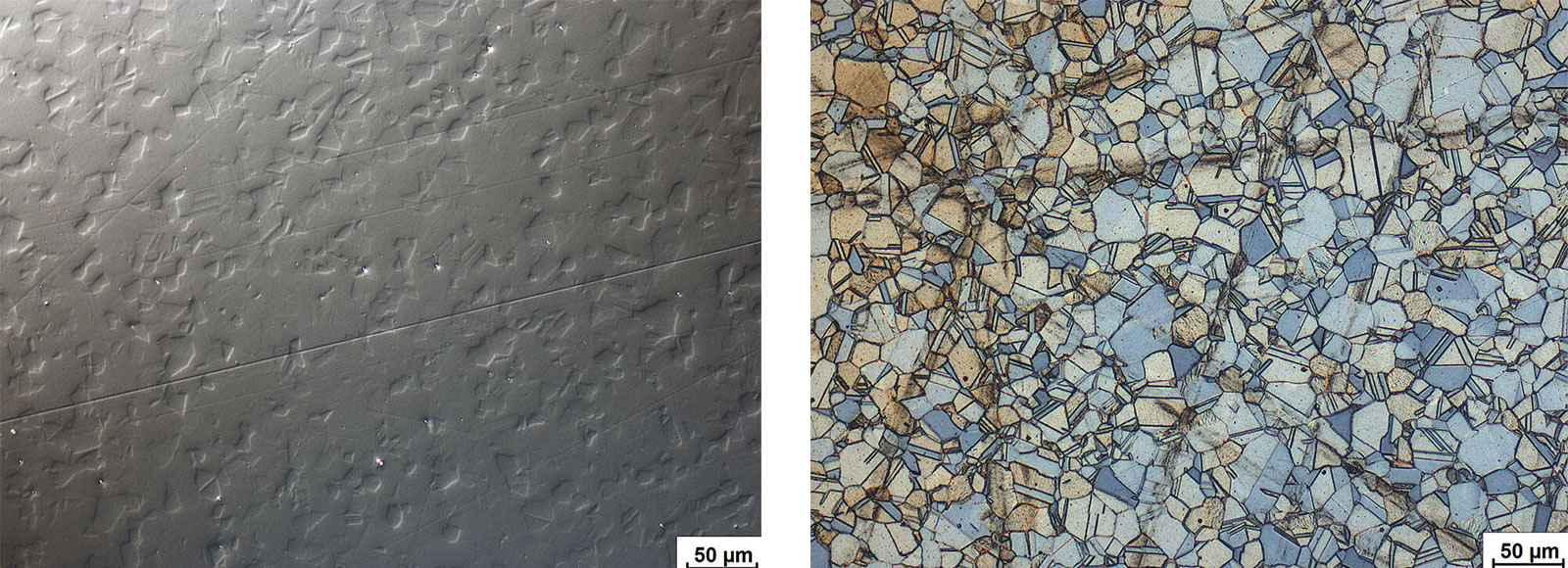
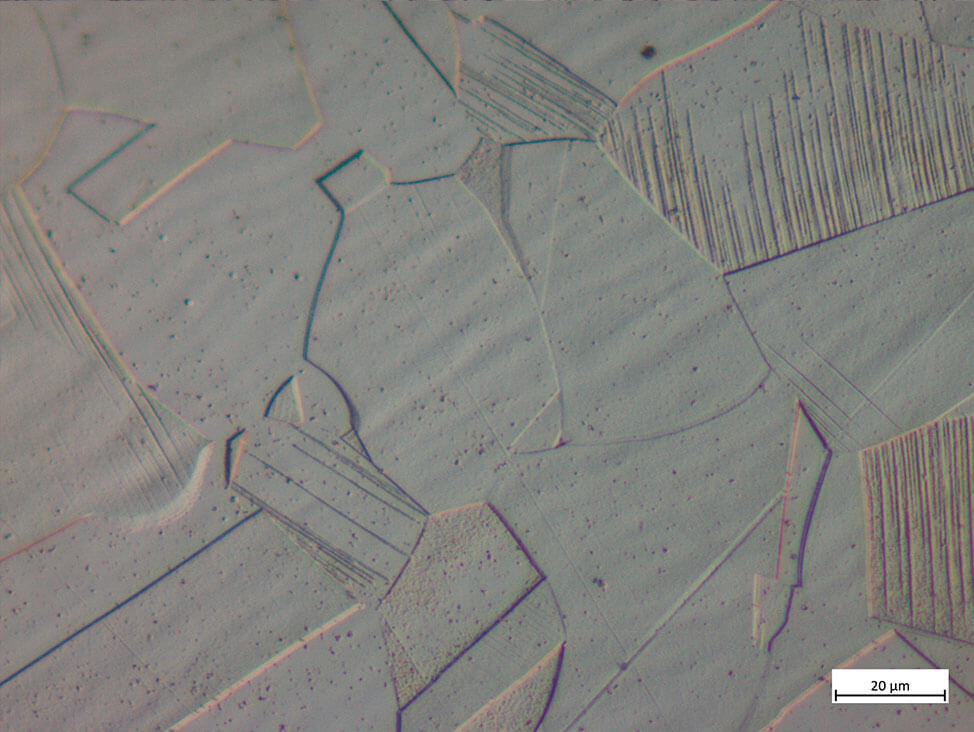 Abb. 9: Austenitisches Stahlrohr mit Zwillingen und Verformung durch Kaltverformung; geätzt mit 10%iger Oxalsäure, DIC
Abb. 9: Austenitisches Stahlrohr mit Zwillingen und Verformung durch Kaltverformung; geätzt mit 10%iger Oxalsäure, DIC Durch Verringern des Kohlenstoffanteils auf unter 0,015 % und Zugabe geringer Mengen an Titan, Niob oder Tantal wird das Risiko einer interkristallinen Korrosion verringert, da diese Elemente statt Chrom als Karbidbildner wirken. Deltaferrit kann durch kritische Bedingungen während der Wärmebehandlung von martensitischen rostfreien Stählen auftreten oder durch die Kaltverformung von austenitischen Stählen.
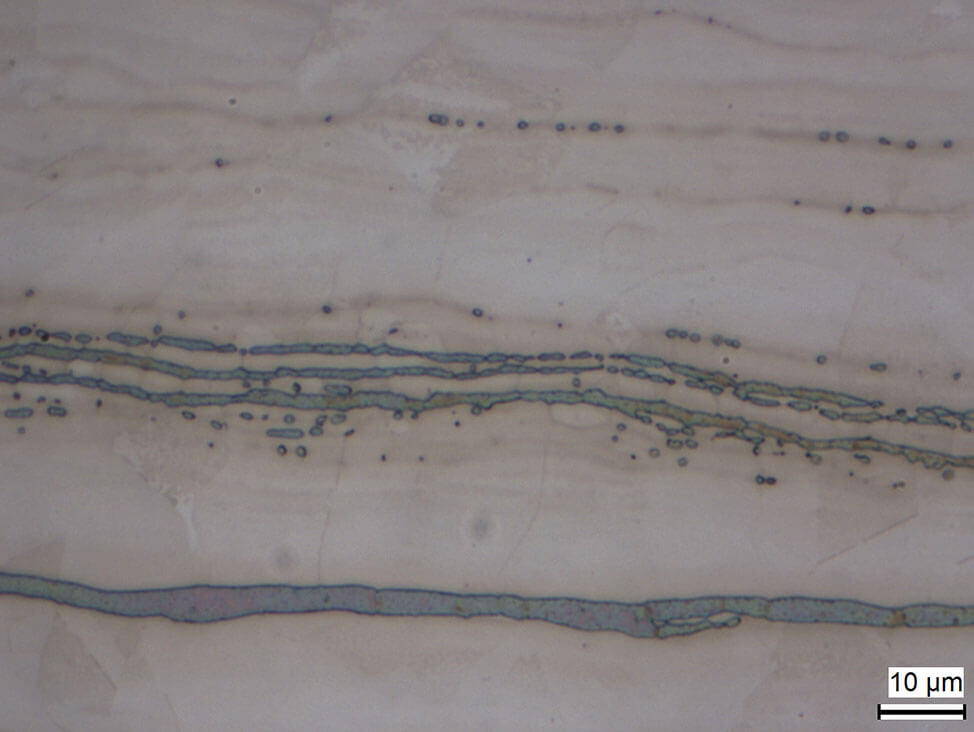 Abb. 10: Deltaferrit-Nadeln in einer austenitischen Stahlmatrix, elektrolytisch geätzt mit 20 %iger wässriger Natriumhydroxid-Lösung Austenitisch-ferritische rostfreie Stähle
Abb. 10: Deltaferrit-Nadeln in einer austenitischen Stahlmatrix, elektrolytisch geätzt mit 20 %iger wässriger Natriumhydroxid-Lösung Austenitisch-ferritische rostfreie Stähle (Duplexstähle) aus Ferrit und Austenit. Elektrolytisches Ätzen mit einer 20-40%igen Natronlauge macht das Gefüge sichtbar, sodass der korrekte prozentuale Anteil jeder Phase ermittelt werden kann. Diese Stähle sind duktil und werden insbesondere in der Lebensmittel-, Papier- und Erdölindustrie verwendet.
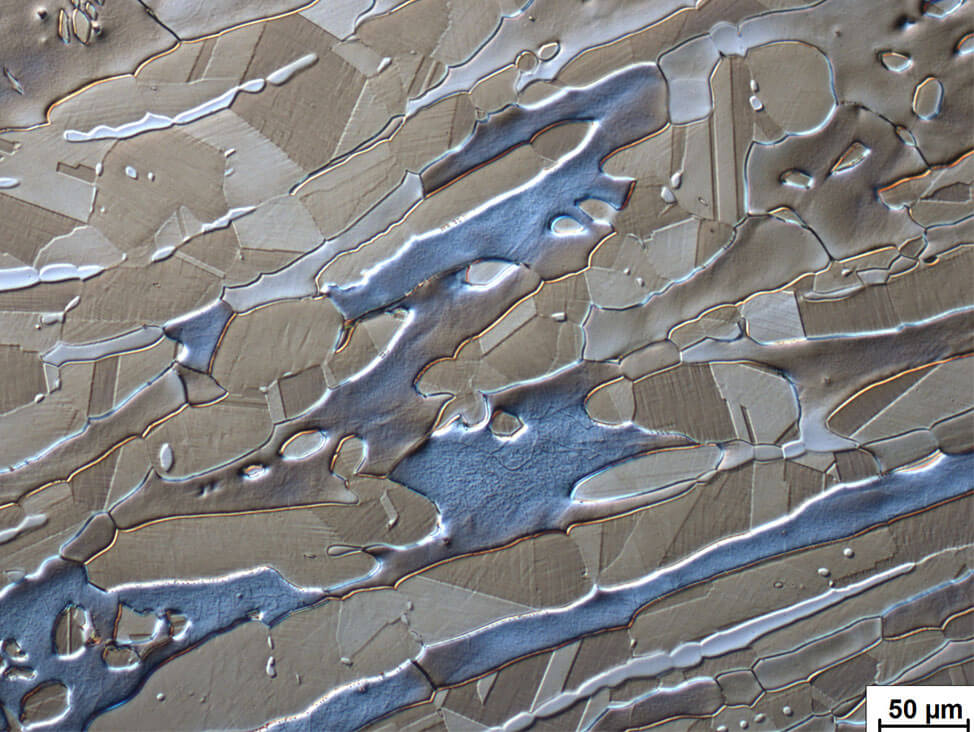 Abb.11: Geschmiedeter Duplexstahl mit blauem Ferrit und hell- bis dunkelbraunem Austenit. Zweifaches elektrolytisches Ätzen; erst mit 10%iger Oxalsäure in Wasser und dann mit 20%igem Natriumhydroxid in Wasser; DIC
Abb.11: Geschmiedeter Duplexstahl mit blauem Ferrit und hell- bis dunkelbraunem Austenit. Zweifaches elektrolytisches Ätzen; erst mit 10%iger Oxalsäure in Wasser und dann mit 20%igem Natriumhydroxid in Wasser; DIC