Interpreting microstructures of high alloy tool steel
Generally, high alloy steels have the same structural phases as regular iron-carbon alloys: ferrite, pearlite, martensite and austenite. However, the solid solution can absorb a certain amount of alloying elements.
Carbon distribution
Carbon forms complex carbides with some alloying elements such as chromium, tungsten and vanadium. In addition, the solubility of carbon in iron changes.
- Adding alloying elements such as silicon, chromium, tungsten, molybdenum and vanadium increases the alpha area of the iron-carbon equilibrium diagram.
- Adding nickel and manganese will enlarge the gamma area.
These characteristics influence the time-temperature transformation, which is especially important for the heat treatment of high alloy tool steels.
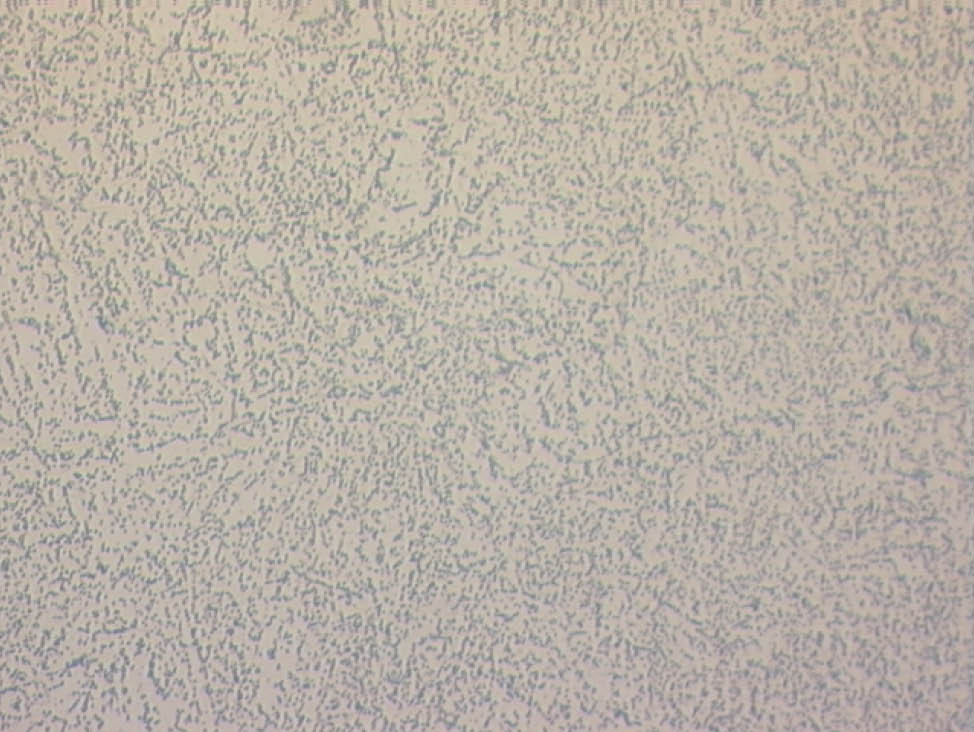
The even distribution of carbides in high alloy tool steel can be improved through a powder metallurgical process and subsequent hot isostatic pressing. This results in a homogenous, segregation-free steel, which is especially suitable for unconventional tool geometries that would be expensive to make mechanically.
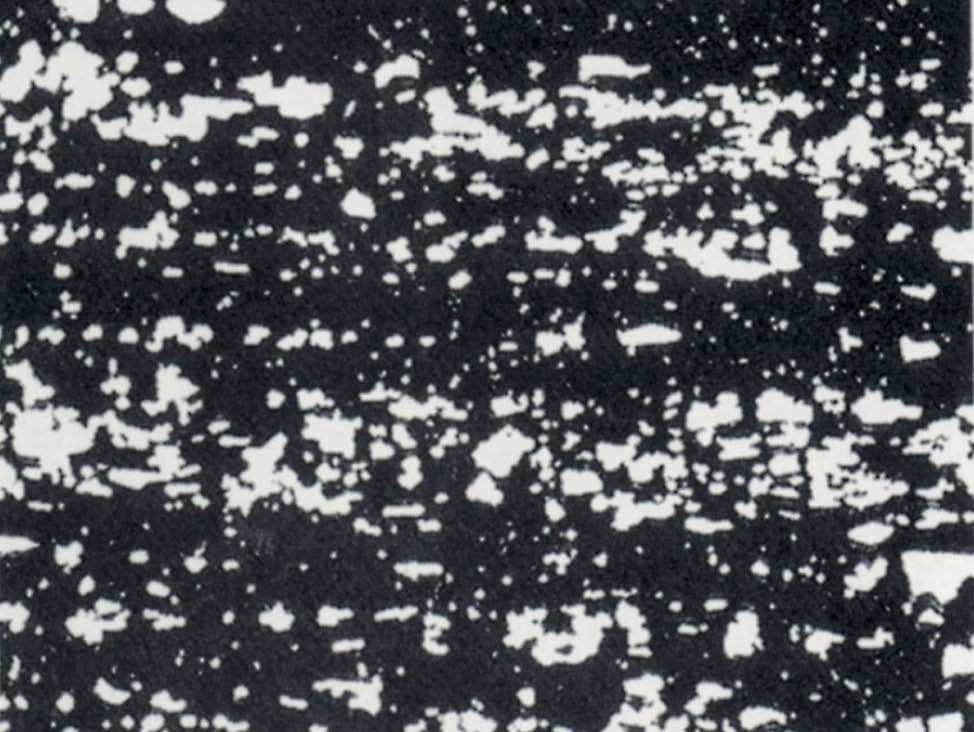 Fig. 7: Carbide distribution in conventionally produced steel
Fig. 7: Carbide distribution in conventionally produced steel
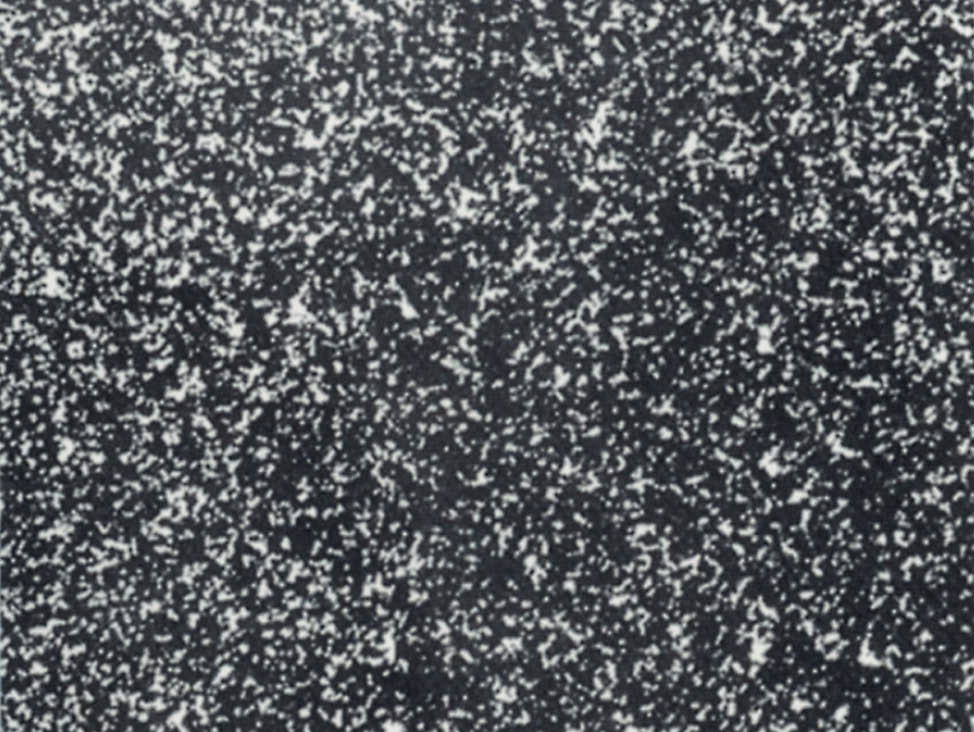 Fig. 8: Carbide distribution in powder metallurgically produced steel
Cold work high alloy tool steel
Fig. 8: Carbide distribution in powder metallurgically produced steel
Cold work high alloy tool steel
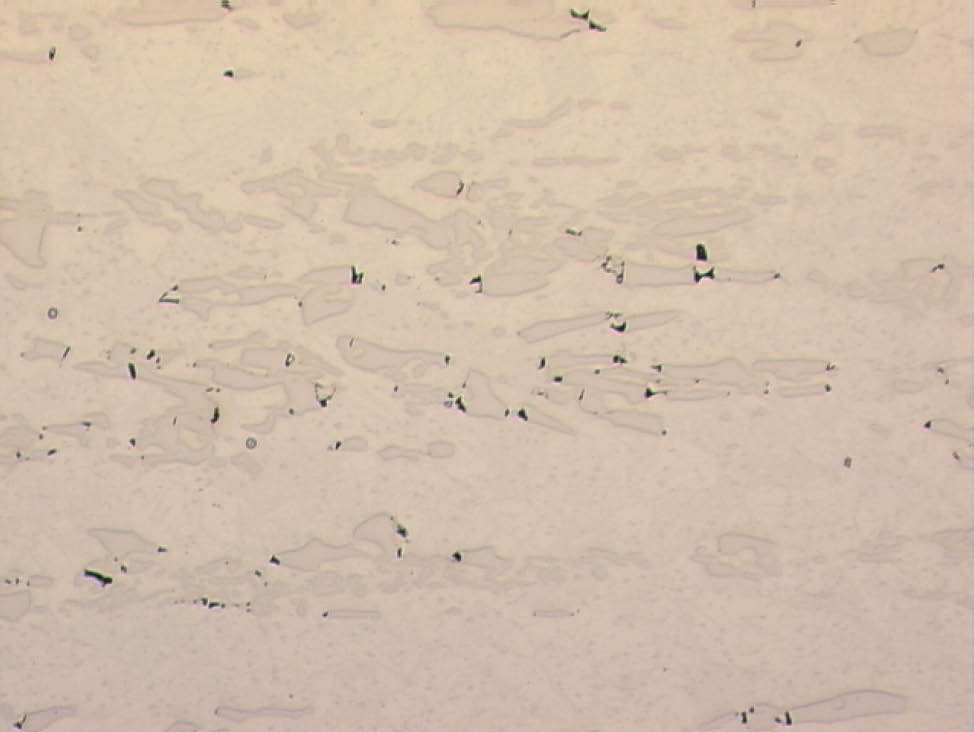
The primary structure of cold work tool steel is a ledeburite. Its coarse structure is transformed through hot rolling or forging into a ferritic-pearlitic matrix with large primary carbides. A subsequent full annealing process helps to shape the secondary fine carbides.
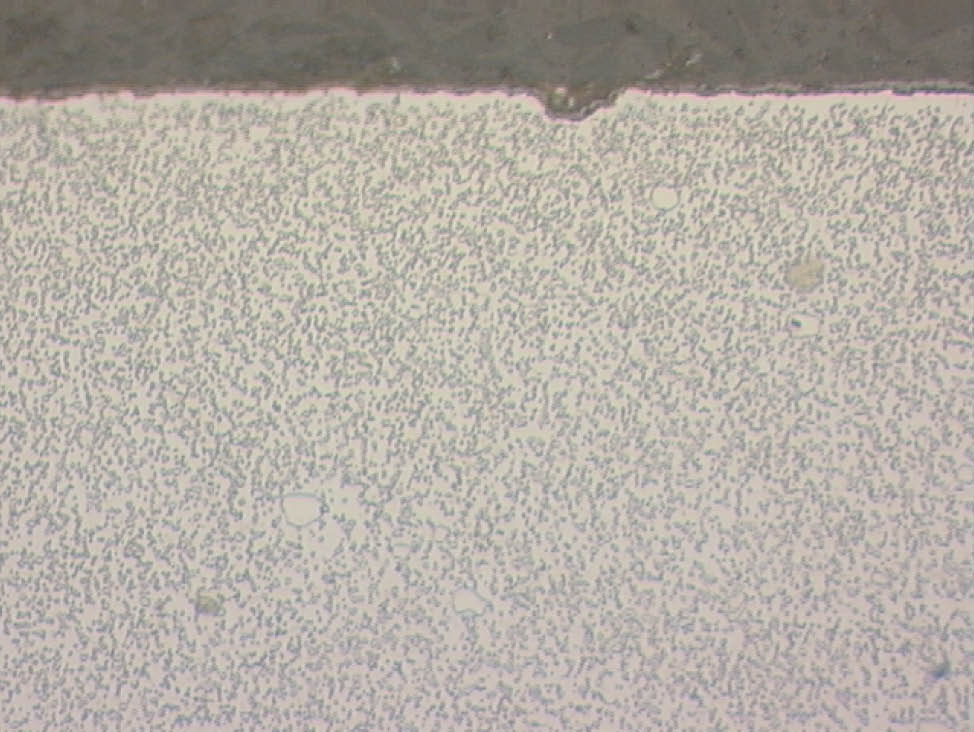 Fig. 9: Cold work tool steel after initial hot forming, slightly contrasted by a short final oxide polish, showing large primary carbides in a ferritic-pearlitic matrix (Mag: 200x)
Fig. 9: Cold work tool steel after initial hot forming, slightly contrasted by a short final oxide polish, showing large primary carbides in a ferritic-pearlitic matrix (Mag: 200x)
 Fig. 10: Fully heat-treated cold work tool steel, showing very finely dispersed secondary carbides and small white primary carbides (Mag: 200x)
Hot work high alloy tool steel
Fig. 10: Fully heat-treated cold work tool steel, showing very finely dispersed secondary carbides and small white primary carbides (Mag: 200x)
Hot work high alloy tool steel
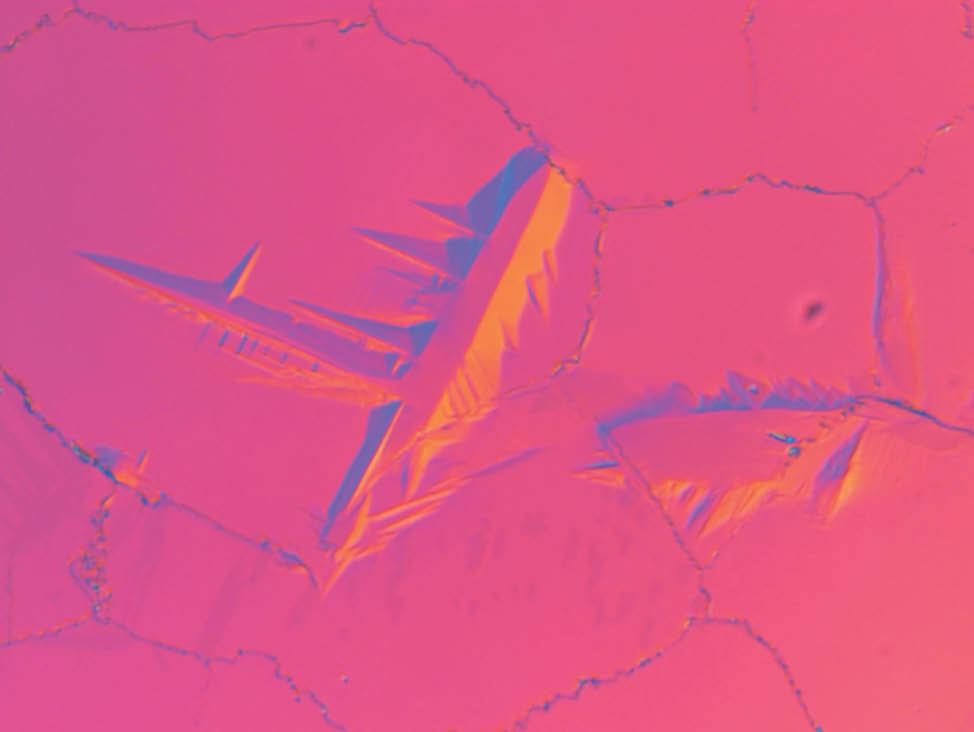
Hot work tool steels in the fully heat-treated condition ideally show a tempered martensitic matrix containing very fine globular pearlite. Uneven chemical composition can lead to corrosion problems. Therefore, it is important that segregations from the primary structure are evened out as much as possible through heat treatment.
 Fig. 11: Hot work tool steel showing segregations (Mag: 100x)
Plastic mold steel
Fig. 11: Hot work tool steel showing segregations (Mag: 100x)
Plastic mold steel
Plastic mold steel is a corrosion resistant tool steel that shows an ‘amorphous’ martensite with strings of carbides before heat treatment. After annealing, it shows finely dispersed carbides.
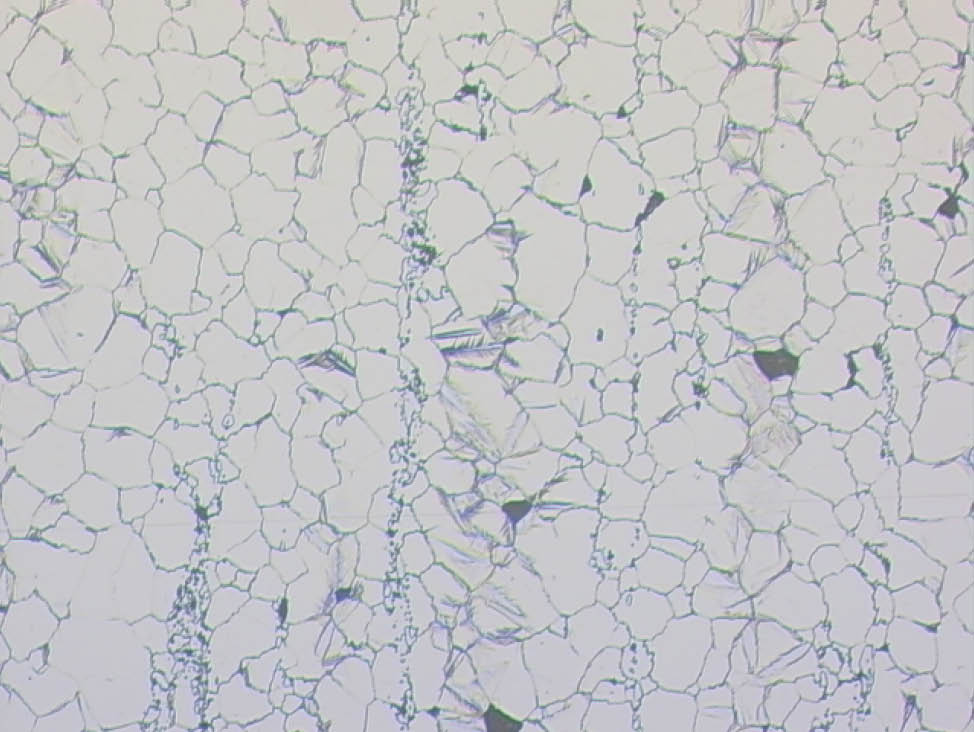 Fig. 12: Plastic mold steel, etched in 5% picral, amorphous martensite with strings of primary carbides (Mag: 100x)
Fig. 12: Plastic mold steel, etched in 5% picral, amorphous martensite with strings of primary carbides (Mag: 100x)
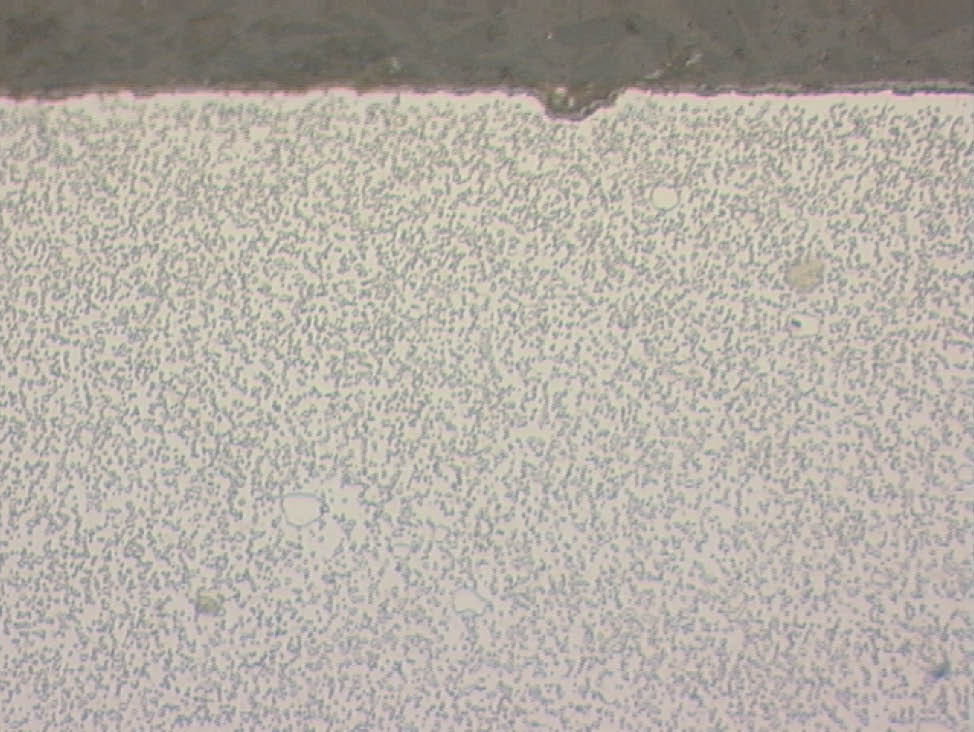 Fig. 13: Plastic mold steel after annealing shows very fine carbides (Mag: 500x)
DOWNLOAD THE APPLICATION NOTE INCLUDING PREPARATION METHODS
Fig. 13: Plastic mold steel after annealing shows very fine carbides (Mag: 500x)
DOWNLOAD THE APPLICATION NOTE INCLUDING PREPARATION METHODS